Кривошипно-шатунный механизм (кшм). назначение, устройство, принцип действия
Содержание:
- Детали кривошипно-шатунного механизма
- Поршень
- Как устроен кривошипно-шатунный механизм
- Признаки наличия неисправностей в работе КШМ
- От механического лобзика до электрического один шаг
- Что такое коленвал
- Принцип действия кривошипно-шатунного механизма
- Поршневая группа
- Способы диагностики КШМ
- Устройство кривошипно-шатунного механизма
Детали кривошипно-шатунного механизма
а — V- образного карбюраторного двигателя; 6 — V-образного дизельного двигателя; в — соединение головки блока цилиндров, гильзы и блока цилиндров двигателя KaМA3-740; 1- крышка блока распределительных зубчатых колес; 2 — прокладка головки блока цилиндров; 3 — камера сгорания, 4 — головка блока цилиндров, 5 — гильза цилиндра; 6 и 19 — уплотнительные кольца, 7 — блок цилиндров; 8 — резиновая прокладка; 9 – головка блока цилиндров; 10 -прокладка крышки; 11 – крышка головки блоки цилиндров; 12 и 13 — болты крепления крышки и головки блока цилиндров; 14 — патрубок выпускного коллектора; 15 — болт-стяжка; 16 — крышка коренного подшипника: 17 — болт крепления крышки коренного подшипника; 17 – стопорное кольцо: 20 — стальная прокладка головки блока цилиндров.
Блок картер
Блок-картер отливают из легированного чугуна или алюминиевых сплавов.Блок-картер разделен на дне части горизонтальной перегородкой. В нижней части в вертикальных перегородках имеются разъемные отверстия крепления коленчатого вала, в верхней гильзы цилиндров. Блок-картер может быть отлит вместе с цилиндрами («сухие» гильзы), либо иметь вставные сменные гильзы, непосредственно омываемые охлаждающей жидкостью, так называемые «мокрые» гильзы. Также в блок-картере выполнены гладкие отверстия пол коренные опоры распределительного вала, под толкатели ГРМ, имеются гладкие и резьбовые отверстия и припадочные поверхности крепления деталей и приборов.
Гильзы цилиндров
Гильзы цилиндров являются направляющими для поршня и вместе с головкой образуют полость, в которой осуществляется рабочий ЦИКЛ, Изготовляют гильзы литьем из специального чугуна. На наружной поверхности имеется одна или две посадочные поверхности крепления гильзы в блоке цилиндров. Внутреннюю поверхность цилиндра подвергают закалке с нагревом ТВЧ и тщательно обрабатывают, получая «зеркальную» поверхность.
Верхняя часть цилиндра наиболее нагружена, так как здесь происходит сгорание рабочей смеси, сопровождаемое резким повышением давления и температуры. Кроме того, в этой зоне происходит перекладка поршня, сопровождаемая ударными нагрузками на стенки цилиндра. Для повышения износостойкости верхней част цилиндров в карбюраторных двигателях (ЗМЗ-53 и ЗИЛ-508.10) применяют пеганки из специального износостойкого чугуна» запрессованные в верхней части цилиндра. Толщина вставки 2—4 мм. высота 40—50 мм. используемый материал — аустенитный чугун.
«Мокрые» гильзы могут быть установлены в блок-картер с центровкой по одному или двум поясам. Первый способ применяется для постановки гильзы в алюминиевые, в юрой — в чугунные блоки. Для уплотнения нижнего центрирующего пояска «мокрых» гильз применяют резиновые кольца гильзы с центровкой по одному нижнему поясу уплотняются одной медной прокладкой под горне нон плоскостью буртика.
Головка блока
Головка блока цилиндров закрывает цилиндры и образует верхнюю часть рабочей полости двигателя, в ней частично или полностью размещаются камеры сгорания. Головки блока цилиндров отливают из легированного серого чугуна или алюминисвого сплава. Чаще всего они являются общими для всех цилиндров, образующих ряд. В головках блока цилиндров разметаются гнезда и направляющие втулки клапанов, впускные и выпускные каналы. Их внутренние полости образуют рубашку для охлаждающей жидкости. В верхней части имеются опорные площадки для крепления деталей клапанного механизма, В конструкциях с верхним расположением распределительного вала предусмотрены соответствующих опоры. Для уплотнения стыка головки блока цилиндров и блока цилиндров применяю) сталеасбестовую уплотняющую прокладку, предотвращающую прорыв газов наружу и исключающую проникновение охлаждающей жидкости и масла в цилиндры. В двигателях послушного охлаждения головки блока цилиндров делают ребренными. Причем ребра располагают по движению потока охлаждающего воздуха. Так, чтобы обеспечивался более эффективный теплоотвод.
Поддон картера
Поддон картера закрывает KШМ снизу и одновременно является резервуаром для масла. Поддоны изготовляют штамповкой из листовой стали или отливают из алюминиевых сплавов. Внутри поддонов могут выполняться лотки и перегородки, препятствующие перемещению и взбалтыванию масла при лвижении автомобиля по неровным дорогам, Привалочная поверхность, стыкующаяся с блок-картером, имеет от-бортовку металла и усиливается для придания жесткости стальной полосой, приваренной по периметру. В нижней точке поддона приваривается бобышка с резьбовым отверстием, которое закрывают пробкой с магнитом для улавливания металлических продуктов износа, образующихся вследствие изнашивания двигателя.
Поршень
Поршень принимает на себя энергию, выделяемую при сгорании, и за счет своего перемещения преобразовывает ее в механическое действие. Состоит он из днища, юбки и бобышек для установки пальца.
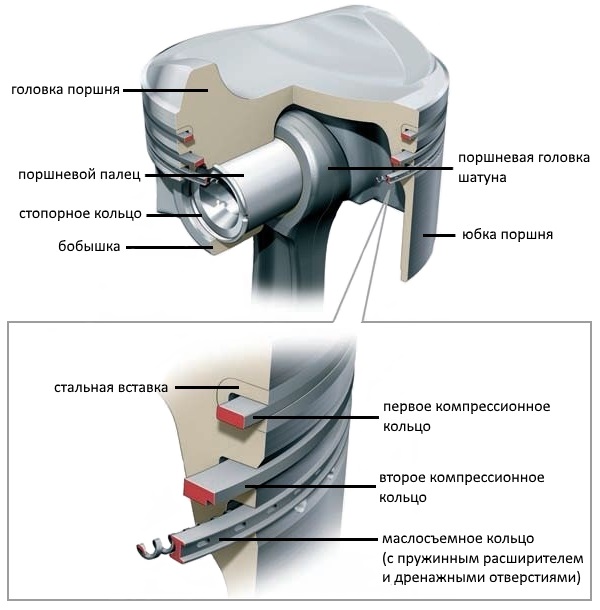
Устройство поршня
Именно днищем поршень и воспринимает энергию. Поверхность днища в бензиновых моторах изначально была ровной, позже на ней стали делать углубления для клапанов, предотвращающих столкновение последних с поршнями.
В дизельных же моторах, где смесеобразование происходит непосредственно в цилиндре, и составляющие смеси туда подаются по отдельности, в днищах поршня выполнена камера сгорания – углубления особой формы, обеспечивающие более лучшее смешивание компонентов смеси.
Отличие дизельного двигателя от бензинового
В инжекторных бензиновых двигателях тоже стали применять камеры сгорания, поскольку в них тоже составные части смеси подаются по отдельности.
Юбка является лишь его направляющей в гильзе. При этом нижняя часть ее имеет особую форму, чтобы исключить возможность соприкосновения юбки с шатуном.
Чтобы исключить просачивание продуктов горения в подпоршневое пространство используются поршневые кольца. Они подразделяются на компрессионные и маслосъемные.
В задачу компрессионных входит исключение появления зазора между поршнем и зеркалом, тем самым сохраняется давление в надпоршневом пространстве, которое тоже участвует в процессе.
Если бы компрессионных колец не было, трение между разными металлами, из которых изготавливаются поршень и гильза было бы очень высоким, при этом износ поршня происходил бы очень быстро.
В двухтактных двигателях маслосъемные кольца не применяются, поскольку смазка зеркала производиться маслом, которое добавляется в топливо.
В четырехтактных смазка производится отдельной системой, поэтому чтобы исключить перерасход масла используются маслосъемные кольца, снимающие излишки его с зеркала, и сбрасывая в поддон. Все кольца размещаются в канавках, проделанных в поршне.
Бобышки – отверстия в поршне, куда вставляется палец. Имеют отливы с внутренней части поршня для увеличения жесткости конструкции.
Палец представляет собой трубку значительной толщины с высокоточной обработкой внешней поверхности. Часто, чтобы палец не вышел за пределы поршня во время работы и не повредил зеркало гильзы, он стопориться кольцами, размещающимися в канавках, проделанных в бобышках.
Это конструкция ЦПГ. Теперь рассмотрим устройство кривошипно-шатунного механизма.
Как устроен кривошипно-шатунный механизм
Узел состоит из 3 основных частей:
- кривошип;
- шатуны;
- поршни.

Перед рассмотрением шатунно-поршневой группы нужно обращать внимание на все детали КШМ. Шатунно-поршневая группа входит в шатунный механизм
Шатунно-поршневая группа входит в шатунный механизм.
КШМ состоит из подвижных и неподвижных деталей:
Блок. В нем находятся поршни, цилиндры и гильзы. Они двигаются внутри гильзы.
Шатуны. Элементы, используемые для соединения поршневой системы и коленвала. Шатунно-поршневая группа отвечает за подвижность системы. Шатуны имеют вид перемычки. Она крепится с двух боков. Крепление к поршню: палец устанавливается для подвижного шарнирного соединения поршня с шатуном. Соединение при помощи пальца способствует перемещению детали в определенной плоскости. Шатун работает в посадочном месте, т. е. в шатунной шейке. В связи с этим он двигается там же, где и соединение.
Коленчатый вал. Ось, проходящая через сам вал, опорные шейки и фланец маховика
Обратите внимание, что шатунные шейки помещаются за осью вала. Это позволяет им вращаться вокруг вала во время его движения
В момент резкого торможения коленчатый вал складывается из сил давления газов и инерционных сил массы.
Маховик. Механизм, накапливающий энергию. Его использование необходимо, чтобы мотор работал ровно. Эта деталь помогает узлу не тормозить в «мертвой точке».
Другие составляющие двигателя: газораспределительный механизм, система охлаждения, блок-картер, клапаны, оси вращения, распредвалы и пр. — нужны для правильной работы КШМ.

Подвижная рабочая группа КШМ
К подвижным деталям КШМ относят:
- Поршень. Деталь кривошипно-шатунного механизма, двигающаяся внутри цилиндра. С одной стороны его толкают вперед продукты сгорания топлива. С другой стороны он приводится в движение поворотом вала. Для достижения максимальной плотности на внешней стороне поршня есть кольца. Они нужны для герметизации проема. Такая схема поршня предупреждает потерю мощности.
- Шатун. Соединительная деталь, располагающаяся между валом и поршнем. Верхняя головка крепится при помощи пальца. Нижняя головка шатуна может сниматься — это крышка шатуна. Чтобы уменьшить силу трения, между деталями размещают шатунные вкладыши, т. е. подшипники скольжения в виде пластин. Они выгнуты полукругом.
- Коленвал. В центре узла помещается ось. Она является опорной деталью в блоке цилиндров. На оси с внешней стороны предусмотрены шатунные шейки. Они необходимы для присоединения к шатунам. При движении элемента вниз нижняя часть коленвала движется по окружности. Это совершается одновременно с перемещением поршня. Опорные элементы находятся на подшипниках. Коренная шейка — в картере двигателя. Шейки связаны щеками и имеют противовесы.
- Маховик. Как правило, маховик установлен на торце коленвала и крепится к фланцу. Двигается одновременно с валом и погашает рывковые нагрузки. Он необходим для вращения коленвала. Соответственно, часть энергии поддерживает функционирование элемента.

Неподвижная группа кшм
Неподвижные детали КШМ содержат:
- Блок. Конструкция, в которой расположены цилиндры, посадочные элементы, охладительные системы и т. п.
- ГБЦ. Он монтируется на блок. Необходим, чтобы закрывать его с верхней части. Есть отверстия, необходимые для клапанов. В нижней части устанавливается прокладка. В этой запчасти предусмотрены отверстия для цилиндров и крепежей. Вверху — клапанная крышка. Под ней — прокладка.

Признаки наличия неисправностей в работе КШМ
Для своевременного выявления сбоев и начинающих развиваться негативных процессов в кривошипно- шатунной группе полезно знать из внешних признаков:
- Стуки в двигателе, непривычные звуки при разгоне. Звенящие звуки часто бывают вызваны детонационными явлениями. Неполное сгорание топлива во время рабочего такта и взрывообразное его сгорание на такте выпуска приводят к скоплению нагара на кольцах и днище поршня, к ухудшению условий их охлаждения и разрушению. Необходимо залить качественное топливо и проверит параметры работы системы зажигания на стенде.
- Глухие стуки говорят об износе шеек коленвала. В этом случае следует прекратить эксплуатацию, отшлифовать шейки и заменить вкладыши на более толстые из ремонтного комплекта.
- «Поющий» на высокой звонко ноте звук указывает на возможное начало плавления вкладышей или на нехватку масла при повышении оборотов. Также нужно срочно ехать в сервис.
- Сизые клубы дыма из выхлопного патрубка свидетельствуют о избытке масла в рабочей камере. Следует проверить состояние колец и при необходимости заменить их.
- Падение мощности также может вызываться закоксовыванием колец и снижением компрессии.
При обнаружении этих тревожных симптомов не стоит откладывать визит в сервисный центр. Заклиненный двигатель обойдется намного дороже, и по деньгам, и по затратам времени.
От механического лобзика до электрического один шаг
Ножной привод не может дать настоящей свободы действий и равномерности хода пилки. Разумнее приспособить для кривошипно-шатунного механизма электродвигатель. Однако, если вы используете настольный лобзиковый станок время от времени, нет смысла изготавливать стационарную конструкцию с собственным мотором.
Можно воспользоваться домашним электроинструментом. Например – шуруповертом с регулятором скорости вращения. Используются материалы, буквально из деревянных обрезков и старого хлама. Единственная ответственная деталь – станина. Ее лучше изготовить из прочной фанеры толщиной не менее 18 мм.

Все соединения делаем на шурупах по дереву, места стыков можно промазать клеем ПВА. Из того же материала собираем опорный постамент для штанги рычагов. Конструкция опоры не должна иметь люфтов, от ее прочности зависит последующая точность работы всего станка.

Рычажная конструкция собирается из деревянных заготовок. Разумеется, обычные сосновые бруски тут не подойдут. Надо использовать дуб или бук. Пусть вас не пугает стоимость такого материала – для рычагов прекрасно используются ножки от старого стула. Вырезаем наиболее прямые участки – и прочный рычажный механизм готов.

На концах рычагов делаем продольные пропилы, в которые устанавливаем крепления пилки для лобзиковых станков. Само крепление представляет собой металлическую пластину толщиной 2-3 мм с отверстиями. Верхнее отверстие для закрепления в рычаге, нижнее служит для зажима пильного полотна. Для удобства используем барашковые гайки.

В нижнем рычаге аналогичная конструкция в зеркальном исполнении.
Устанавливаем рычажную систему в станину. Задние части рычагов соединяем винтовой стяжкой (талрепом). С ее помощью регулируется натяжение пильного полотна.
Для удобства можно установить поддерживающую пружину. Кроме основной функции, она послужит буфером, смягчающим рывки при возвратно-поступательном движении механизма.

Кривошипно-шатунный механизм изготавливается из фанеры толщиной 10-12 мм. Для закрепления оси вращения используем закладные подшипники, которые усаживаются в подготовленные отверстия в стойках.

Стойки соединяются между собой, образуя прочную опору для маховика. В качестве оси используется обычный болт или шпилька. Класс прочности не меньше 8.

Соединяем маховик с нижним рычагом с помощью шатуна. Он изготавливается из такой же фанеры. Для увеличения длины посадочного места под ось, склеиваем две половинки. Тяги для соединения с рычагом – металлические.

Проверяем ход трапеции – рычаги должны двигаться свободно, натяжение полотна не меняется. Оси вращения можно смазать консистентной смазкой. После совмещения всех осевых соединений, производим окончательное закрепление конструкции.

Следующий этап – изготовление рабочего стола с поворотным механизмом. Поворотная дуга с прорезью выпиливается из фанеры.

Устанавливаем стол на станину, для затяжки поворотного механизма используем барашковую гайку или же изготавливаем удобный маховик из дерева. Поворот столешницы позволит производить распилы пол различными углами.

В качестве привода используется электрический шуруповерт. Патрон соединяется с осью маховика, и мы получаем съемный электромотор. Вы пользуетесь электроприбором как обычно, а когда нужно запустить самодельный лобзиковый станок – подсоединяете шуруповерт к оси маховика.

В качестве регулятора оборотов используем хомут с изменяемым усилием.

Это простое приспособление изготавливается из винтовой затяжки (от настольной лампы или струбцины) и прочного ремешка.

Чертежи для изготовления не требуются, все элементы конструкции делаются «по месту». Работать со станком удобно, несмотря на простоту конструкции.

Можно сделать станок и по этому чертежу, сути это не меняет. Все проверено – работать будет.

Очень поучительное видео английского мастера самоделкина. Подробный рассказ с показом чертежей и демонстрацией изготовления лобзикового станка из фанеры, а в качестве двигателя был применен шуруповерт, так же можно приспособить дрель.
https://youtube.com/watch?v=7KArVo5ggFY
Что такое коленвал

Коленчатый вал – это механическая деталь автомобильного двигателя, которая является промежуточным звеном-преобразователем тепловой энергии сгораемого топлива в механическую энергию вращения колёс. По внешнему виду он представляет собой вал из стального сплава со множеством шатунных шеек, которые между собой соединены коленной шейкой. Число шеек-колен соответствует числу цилиндров в двигателе, их расположению, форме. Шейки соединены с поршнями через шатуны, которые, двигаясь возвратно-поступательно, приводят вал в движение. Если в коленчатом вале шатунные шейки находятся с двух сторон от коленной шейки, он называется полноопорным. Если же они расположены только с одной стороны – неполноопорным.
Коленвал производится из углеродистой или легированной стали с повышенной износостойкостью (для спорткаров, люкс-моделей и автомобилей с повышенной мощностью) или модифицированного чугуна (для стандартных серийных моделей) с помощью литья или прессования. Для легирования стали применяются молибден, хром и иные металлы, существенное увеличивающие прочность сплава.
В большинстве двигателей коленчатый вал располагается в нижней части, над картером, в оппозитных – выше, по центру мотора.
Принцип действия кривошипно-шатунного механизма
Основная же задача лежит на этом механизме, ведь он преобразовывает возвратно-поступательное перемещение поршня во вращение коленчатого вала, того вала, от движения которого и производится полезное действие.

Чтобы было более понятно, в двигателе есть цилиндро-поршневая группа, состоящая из гильз и поршней. Сверху гильза закрыта головкой, а внутри ее помещен поршень. Закрытая полость гильзы и является пространством, где производится сгорание топливной смеси.
При сгорании объем горючей смеси значительно возрастает, а поскольку стенки гильзы и головка являются неподвижными, то увеличение объема воздействует на единственный подвижный элемент этой схемы – поршень. То есть поршень воспринимает на себя давление газов, выделенных при сгорании, и от этого смещается вниз. Это и является первой ступенью преобразования – сгорание привело к движению поршня, то есть химический процесс перешел в механический.
И вот далее уже в действие вступает кривошипно-шатунный механизм. Поршень связан с кривошипом вала посредством шатуна. Данное соединение является жестким, но подвижным. Сам поршень закреплен на шатуне посредством пальца, что позволяет легко шатуну менять положение относительно поршня.
Шатун же своей нижней частью охватывает шейку кривошипа, которая имеет цилиндрическую форму. Это позволяет менять угол между поршнем и шатуном, а также шатуном и кривошипом вала, но при этом смещаться шатун вбок не может. Относительно поршня он только меняет угол, а на шейке кривошипа он вращается.
Поскольку соединение жесткое, то расстояние между шейкой кривошипа и самим поршнем не изменяется. Но кривошип имеет П-образную форму, поэтому относительно оси коленвала, на которой размещен этот кривошип, расстояние между поршнем и самим валом меняется.
За счет применения кривошипов и удалось организовать преобразование перемещения поршня во вращение вала.
Но это схема взаимодействия только цилиндро-поршневой группы с кривошипно-шатунным механизмом.
На деле же все значительно сложнее, ведь имеются взаимодействия между элементами этих составляющих, причем механические, а это значит, что в местах контакта этих элементов будет возникать трение, которое нужно по максимуму снизить. Также следует учитывать, что один кривошип неспособен взаимодействовать с большим количеством шатунов, а ведь двигатели создаются и с большим количеством цилиндров – до 16. При этом нужно же и обеспечить передачу вращательного движения дальше. Поэтому рассмотрим, из чего состоит цилиндро-поршневая группа (ЦПГ) и кривошипно-шатунный механизм (КШМ).
Начнем с ЦПГ. Основными в ней являются гильзы и поршни. Сюда же входят и кольца с пальцами.
Поршневая группа
Поршневая группа включает в себя поршень, поршневые кольца, поршневой палец с фиксирующими деталями. Поршень воспринимает усилие расширяющихся газов при рабочем ходе и передает ею через шатун па кривошип коленчатого вала; осуществляет подготовительные такты; уплотняет над поршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного материала.
Коренные подшипники
Для коренных подшипников применяются подшипники скольжения, выполненные в виде вкладышей, основой которых является стальная лента толщиной 1,9—2,8 мм для карбюраторных двигателей и 3—6 мм для дизелей. В качестве антифрикционного материала вкладышей используют высокооловянистый алюминиевый сплав для карбюраторных двигателей и трехслойные с рабочим слоем из свинцовой бронзы.
Маховик
Маховик служит для уменьшения неравномерности вращения коленчатого вала, накопления энергии во время рабочего хода поршня, необходимой для вращения вала в течение подготовительных тактов, и вывода деталей КШМ из ВМТ (верхней мертвой точки) и НВТ (нижней мертвой точки). В многоцилиндровых двигателях маховик является, в основном, накопителем кинетической энергии, необходимой для пуска двигателя и обеспечения плавного трогания автомобиля с места.
Маховики отливают из чугуна в виде лиска с массивным ободом и проводят его динамическую балансировку в сборе с коленчатым валом. На ободе маховика имеется посадочный поясок для напрессовки зубчатого венца для электрического пуска стартером. На цилиндрической поверхности маховика находятся метки или маркировочные штифты и надписи, определяющие момент прохождения ВМТ поршнем первого цилиндра. На торцевую рабочую поверхность опирается фрикционный диск сцепления. Для крепления его кожуха имеются резьбовые отверстия. Маховик центрируют по наружной поверхности фланца с помощью выточки, а положения его относительно коленчатого вала фиксируют установочным штифтом или несимметричным расположением отверстий крепления маховика.
Поршни
Форма и конструкция поршня, включая днище поршня и отверстие под поршневой палец, в значительной степени определяются формой камеры сгорания.
| Устройство шатуна |

Устройство КШМ автомобиля.
1 — стопорное кольцо, 2 — поршневой палец, 3 — маслосьемные кольца, 4 — компрессионные кольца, 5 — камера сгорания, 6 — днище поршня, 7 — головка поршня: 8 — юбка поршня; 9 — поршень: 10 — форсунка; 11- шатун; 12 — вкладыш; 13 — шайба , 14 — длинный болт; 15 — короткий болт; 16 — крышка шатуна, 17 — втулка шатуна; 18 — номер на шатуне; 19 — метка на крышке шатуна; 20 — шатунный болт.
Поршень состоит из головки поршня и направляющей части — юбки поршня. С внутренней стороны имеются приливы — бобышки с гладкими отверстиями под поршневой палец. Для фиксации пальца в отверстиях проточены канавки под стопорные кольца. В зоне выхода отверстий на внешних стенках юбки выполняются местные углубления, где стенки юбки не соприкасаются со стенками цилиндров. Таким образом получаются так называемые холодильники. Для снижения температуры нагрева направляющей поршня в карбюраторных двигателях головку поршня отделяют две поперечные симметричные прорези, которые препятствуют отводу теплоты от днища.
Нагрев, а следовательно, и тепловое расширение поршня по высоте неравномерны. Поэтому поршни выполняют в виде конуса овального сечения. Головка поршня имеет диаметр меньше, чем направляющая. В быстроходных двигателях, особенно при применении коротких шатунов, скорость изменения боковой силы довольно значительна. Это приводит к удару поршня о цилиндр. Чтобы избежать стуков, при перекладке поршневые пальцы смещают на 1,4—1,6 мм в сторону действия максимальной боковой силы, что приводит к более плавной перекладке и снижению уровня шума.
Головка поршня состоит из днища и образующих ее стенок, в которых именно канавки под поршневые кольца. В нижней канавке находятся дренажные отверстия для отвода масла диаметром 2,5—3 мм. Днище головки является одной из стенок камеры сгорания и воспринимает давление газов, омывается открытым пламенем и горячими газами. Для увеличения прочности днища и повышения обшей жесткости головки се стенки выполняются с массивными ребрами. Днища поршней изготовляют плоскими, выпуклыми, вогнутыми и фигурными. Форма выбирается с учетом типа двигателя, камеры сгорания, процесса смесеобразования и технологии изготовления поршней.
Способы диагностики КШМ
Вышеуказанные методики выявления причин не являются высокоточными. Служат поводом для поездки на СТО, где может быть произведено квалифицированное диагностирование кривошипно комбинированного механизма мастерами, обладающими необходимым опытом и практикой работ. Они имеют чертеж кинематики с точными размерами, допусками и посадками. Обладают необходимым для этого оборудованием.
Предварительная на определение стуков
Поскольку ремонт кривошипно шатунного механизма относится к дорогостоящим операциям капремонта двигателя, на начальном этапе мастер СТО позиционирует стуки и шумы внутри блока цилиндров. Для этого используется стетоскоп (обычно модификация КИ-1154 производителя Экранас). Технология исследований выглядит следующим образом:
- рабочая поверхность стетоскопа прислоняется к стенкам БЦ на разных уровнях (в рабочей зоне подшипников шатунных и кривошипных);
- двигатель прогревается до температуры ОЖ 75 – 80 градусов;
- обороты увеличиваются вначале плавно, затем режим работ изменяется резко;
- стуки прослушиваются лишь при возникновении зазора больше 0,1 – 0,2 мм.
Характер стука заметен исключительно профессионалу:
- поршни о цилиндр издают звуки щелкающие, на холодном двигателе;
- звонкий звук металл о металл при резком увеличении оборотов издает поршневой палец, реже при неправильно выставленном (опережение) угле зажигания;
- коренные подшипники звучат в низкой тональности;
- звук подшипников шатунных немного резче.
Измерение суммарных зазоров в сопряжениях
Обычно техническое обслуживание кривошипно шатунного механизма осуществляется с помощью установки КИ-11140 для определения зазора в КШМ.
При этом не нужно снимать поддон картера и запускать мотор. Измеряются зазоры в головках шатуна суммарно:
- поршень диагностируемого цилиндра позиционируется в верхней «мертвой точке»;
- коленвал стопорится, устройство фиксируется на месте форсунки;
- шток упирается с натягом в дно поршня, зажимается винтом;
- установка компрессора подсоединяется к штуцеру, создается вакуум -0,06 МПа и давление такой же величины;
- после 2 – 3 циклов подачи указанного давления и вакуума стабилизируются показания индикатора;
- затем индикатор настраивается на о в надпоршневом пространстве при давлении;
- после чего, в него подается отрицательное давление.
Определение объема газа, прорывающегося в картер
Не пригодна к эксплуатации существующая сборка кривошипно шатунного механизма авто, если проверка прорывающихся газов выявила большее его количество в картере. Измерения производятся прибором КИ-4887-И следующим способом:
- газорасходомер подключается в полость картера и к глушителю или вакуумной установке;
- двигатель включается в режим «под нагрузкой»;
- прорывающиеся газы изменяют показания прибора на величину их объема, проходящего в единицу времени.
При значительном износе ДВС расход может превышать 120 л/мин, требуются дополнительные регулировки расходомера. После отсоединения системы вентилирования картера все дополнительные отверстия необходимо закрыть заглушками/пробками.

Схема подключения газового расходомера КИ-4887-11
Измерение давления масла
Эксплуатируемая сборка кривошипно шатунного механизма считается пригодной к использованию, если проверка давления масла удовлетворяет норме. Измерения проводятся прибором КИ-5472, состоящим из рукава и манометра:
- штатный манометр скручивается с маслофильтра;
- на его место крепится прибор;
- двигатель прогревается до 70 – 80 градусов;
- фиксируется значение магистрального давления при оборотах холостого хода.
Предельно простое общее устройство системы смазки и прибора КИ позволяет снизить время диагностики.
Для ДВС карбюраторного типа считается нормальной компрессия в пределах 0,7 МПа. Поэтому в некоторых случаях диагност СТО измеряет компрессию прогретого двигателя. При этом разница показаний цилиндров не может превышать 0,1 МПа.
Устройство кривошипно-шатунного механизма
Поршень похож на перевернутый стакан, в который укладываются кольца. На любом из них присутствуют два вида колец: маслосъемное и компрессионное. Маслосъемных обычно ставят два, а компрессионных – одно. Но бывают и исключения в виде: два таких и два таких — все зависит от типа двигателя.
Шатун изготавливается из двутаврового стального профиля. Состоит из верхней головки, которая соединяется с поршнем при помощи пальца, и нижней – соединение с коленчатым валом.
Коленчатый вал изготавливается в основном из чугуна повышенной прочности. Представляет собой несоосный стержень. Все шейки тщательно шлифуются, с соблюдением необходимых параметров. Существуют коренные шейки — для установки коренных подшипников, и шатунные – для установки через подшипники шатунов.
Роль подшипников скольжения выполняют разрезные полукольца, выполненные в виде двух вкладышей, которые обработаны токами высокой частоты для прочности. Все они покрыты антифрикционным слоем. Коренные крепятся к блоку двигателя, а шатунные — к нижней головке шатуна. Чтобы вкладыши хорошо работали, в них делают канавки для доступа масла. Если вкладыши провернуло – значит, имеется недостаточный подвод масла к ним. Это обычно происходит при засорении масляной системы. Вкладыши ремонту не подлежат.
Продольное перемещение вала ограничивают специальные упорные шайбы. С обоих концов обязательно применение различных сальников для предотвращения выхода масла из системы смазки двигателя.
К передней части коленвала крепится шкив привода системы охлаждения и звездочка, которая приводит в действие распредвал при помощи цепной передачи. На основных моделях выпускаемых сегодня автомобилей ей на замену пришел ремень. К задней части коленчатого вала крепится маховик. Он предусмотрен для устранения дисбаланса вала.
Также на нем стоит зубчатый венец, предназначенный для пуска двигателя. Чтобы при разборке и дальнейшей сборке не возникало проблем – крепеж маховика выполняется по не симметричной системе. От расположения меток его установки зависит и момент зажигания – следовательно, оптимальная работа двигателя. При изготовлении его балансируют вместе с коленчатым валом.
Картер двигателя изготавливается вместе с блоком цилиндров. Он служит основой для крепления ГРМ и КШМ. Имеется поддон, который служит емкостью для масла, а так же для защиты двигателя от деформации. Снизу предусмотрена специальная пробка для слива моторного масла.
Принцип работы КШМ
На поршень оказывают давление газы, которые вырабатываются при сгорании топливной смеси. При этом он совершает возвратно – поступательные движения, заставляя проворачиваться коленчатый вал двигателя. От него вращательное движение передается на трансмиссию, а оттуда – на колеса автомобиля.
А вот на видео показано как работает КШМ в тюнингованном ВАЗ 2106:
https://youtube.com/watch?v=jmcssqJNFTg
Основные признаки неисправности КШМ:
- стуки в двигателе;
- потеря мощности;
- снижение уровня масла в картере;
- повышенная дымность выхлопных газов.
Кривошипно-шатунный механизм двигателя очень уязвим. Для эффективной работы необходима своевременная замена масла. Лучше всего ее производить на станциях техобслуживания. Даже, если Вы недавно поменяли масло, и приходит пора сезонного ТО – обязательно перейдите на то масло, какое указано в инструкции по эксплуатации машины. Если в работе двигателя возникают какие-то проблемы: шумы, стуки – обращайтесь к специалистам – только в авторизированном центре Вам дадут объективную оценку состояния автомобиля.
Также на эту тему вы можете почитать:
Панель приборов ВАЗ 2114 (обозначения, описание и схема)
Обкатка нового автомобиля обеспечит ему долговечность
Рейтинг лучших колесных литых дисков для авто (производители, цена, качество, надежность, отзывы) 20…
Nissan Teana второго поколения с надежными моторами
Чип тюнинг Lexus IS 250: новый образ спортивного седана
Alex S 13 октября, 2013
Опубликовано в: Полезные советы и устройство авто
Метки: Как устроен автомобиль