Шлифовка головки блока цилиндров
Содержание:
- Когда нужна шлифовка ГБЦ
- Расточка коллекторов
- Процесс растачивания каналов головки
- Пошаговая инструкция
- Просаженность седел клапанов
- Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
- Расточка блока цилиндров: зачем, почем и как
- Гильзовка блока цилиндров двигателя.
- Что такое хонингование
- Необходимый инструмент + расходные материалы
- Растачивание отверстий [ править | править код ]
- Как и чем проводится расточка двигателя
- Как шилифуется головка блока
- Доработка ГБЦ
Когда нужна шлифовка ГБЦ
Специалисты советуют проводить проверку и шлифовку ГБЦ при выполнении любых сложных работ с элементами двигателя, связанных со снятием блока. Прямым показанием к выполнению процесса являются.
- Нарушение геометрии детали вследствие перегрева.
- После сварочных работ. Если в головке присутствовали дефекты, которые устранялись сваркой, шлифовка – обязательное действие после их завершения.
СПРАВКА. Шлифовку также проводят с целью увеличения мощности двигателя при его тонком тюнинге. Уменьшение высоты головки позволяет повысить степень сжатия.
Деформация ГБЦ приводит к неплотному прилеганию прокладки, а это в свою очередь вызывает проблемы в работе двигателя:
- снижение мощности мотора;
- утечку технических жидкостей;
- сложность запуска двигателя;
- перегрев мотора.
При возникновении подобных проблем требуется внеплановая шлифовка головка блока цилиндров.

Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
|
Этап |
Цель |
|
Первый этап |
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов |
|
Второй этап |
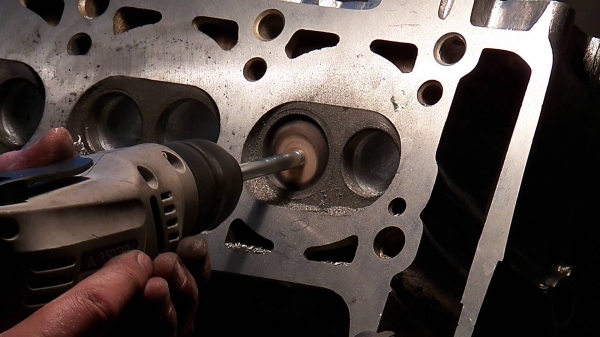
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект |
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.
 Работа инструментом
Работа инструментом
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
|
Канал |
Диаметр канала |
|
Впускной канал ГБЦ |
31-32 миллиметра |
|
Выпускной канал ГБЦ |
29 миллиметров |
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
 Обработка поверхностей
Обработка поверхностей
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы
В него потребуется установить выточенную в соответствии с размерами втулку;
Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом
Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
При расточке каналов головки блока цилиндров на автомобилях ВАЗ 2109 с 8 клапанным двигателем необходимо заменить все клапана на аналогичные элементы, только большего размера с обязательным сохранением соотношения — диаметр впускного канала должен составлять 0,75 от диаметра выпускного канала. В основном используют пару на 39 и 34 миллиметра, хотя можно задействовать 34 и 41 мм.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания
Загрузка …
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов
Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.
ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.
Просаженность седел клапанов
Седла клапанов, иногда имеют углубленное местоположение в камере сгорания (Просаженность клапанов может возникнуть в следствии кап. ремонта, большого пробега, тюнинга связанного с повышением подъема клапана за счет установки другого распредвала итд.) В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фаэе выпуска
Наличие неровностей и острых углов очень сильно сказывается на «продувке цилиндров», (очень важной фазе работы двигателя, когда оба клапана открыты на малую величину) Поправить положение можно сглаживанием всех острых кромок вокруг седел клапанов. Все операции по обработке камеры сгорания, желательно выполнять с вставленными (ненужными) клапанами, для защиты рабочих кромок седел клапанов от повреждений
Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
 Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Почему приходится ремонтировать ГБЦ дизеля
Существует множество причин поломок. Среди самых частых:
- постоянный перегрев, обусловленный работой мотора на повышенных оборотах;
- избыточное давление из-за закипания охлаждающей жидкости в каналах охлаждения;
- износ посадочных мест, приводящий к смещению оси клапана (распределительного вала);
- изменение тепловых зазоров ГБЦ в результате образования нагара.
Существуют неисправности, которые без замены ГБЦ устранить нельзя. Причина – невозможность подобраться инструментом к поврежденным участкам. К таким неисправностям относятся микротрещины во впускном и выпускном канале головки дизельного двигателя, трещины в гнездах седел клапанов. В этих случаях не обойтись без замены узлов и запчастей.
Во всех остальных случаях высококвалифицированные специалисты смогут восстановить головку блока цилиндров.
Диагностика дизельного двигателя
Чтобы установить неисправность и составить список деталей для замены, следует провести диагностику. Первоначально проводится визуальное обследование на предмет выявления трещин, сколов и других дефектов. Если визуальный осмотр ничего не выявил, можно выполнить опрессовку – испытание системы на прочность и герметичность. Опрессовка проводится следующим образом:
- При помощи специальных накладок и уплотнителей закрываются каналы для прохода охлаждающей жидкости, через которые тепло от жидкости передается атмосферному воздуху.
- В ГБЦ подается воздух, сжатый до шести атмосфер. Закрытый узел опускается в бак с горячей водой.
Примерно через полчаса головка разогреется. Если в ГБЦ есть микротрещины, то они расширятся, их них начнут выделяться пузырьки воздуха.
Специалисты рекомендуют производить процедуру опрессовки при каждом снятии.
Этапы ремонта ГБЦ дизеля
Работы по восстановлению головки дизельного ДВС выполняются за срок от двух до пяти суток и проходят несколько этапов.
- Головка снимается с блока. Завариваются макро- и микротрещины.
- Производится восстановление отверстий направляющих втулок.
- Производится выравнивание покоробленной привалочной плоскости ГБЦ.
- Восстанавливаются (или заменяются) клапаны, седла, толкатели клапанов.
- Производится замена распределительного вала и сальников.
- Охлаждающие каналы очищаются от накипи, грязи, стружки и прочих сторонних частиц.
- Выполняется шлифовка.
- Осуществляется сборка ГБЦ с соблюдением рекомендаций производителя.
В процессе восстановления особое внимание уделяется устранению дефектов привалочной плоскости. Шлифовка осуществляется на специальном фрезерно-шлифовальном станке. Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность
Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС
Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность. Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС.
Точный перечень работ и их стоимость определяется по результатам диагностики и зависит от марки, года выпуска и состояния двигателя.
Ремонт головок блока цилиндров в СПб по выгодным ценам
Компания «ПетроМоторс» предлагает услуги по ремонту головок цилиндров дизельных ДВС в Санкт-Петербурге. Наша компания занимается капремонтом дизельных двигателей судовых, промышленных, грузовых авто, автобусов, спецтехники.
Благодаря наличию современного оборудования, высокой квалификации наших сотрудников и склада запчастей. Мастера нашего автосервиса быстро и качественно, проведут диагностику и на профессиональном уровне отремонтируют мотор. Ознакомиться с подробным списком работ, ценами на услуги и записаться на диагностику можно по телефону: 8(812)-929-59-98.
Расточка блока цилиндров: зачем, почем и как
Вначале рассмотрим материальную часть вопроса, поскольку капитальный ремонт должен быть рентабельным. К примеру, делая полное восстановление двигателя Ниссан Патрол, можно параллельно сделать большую финансовую ошибку. Дело в том, что цена капитального восстановления этого мотора, да и не только этого, Патрол так, к примеру, может стоить дороже, чем покупка контрактного двигателя, который будет в сто раз долговечнее. Даже если на капремонт не покупать оригинальные дорогущие детали. Расточка блока цилиндров цена которой указана в табличке, не самый высокий пункт в смете на восстановление мотора, но очень важный.
Конечно, ни о каких контрактных двигателях речи быть не может, если мы говорим о Жигулях или о подобных автомобилях. Тем не менее, всегда есть смысл просмотреть варианты замены мотора перед тем, как ставить его на капремонт, особенно если пробег за 200 тысяч, а мотор дорогой и заморский.
Расточка блока цилиндров производится на специальном станке, с применением точного измерительного оборудования, поэтому и стоит недешево. При этом нужно учесть все размеры до мелочей, допуски для конкретной модели мотора, ремонтные размеры, хонингование, шлифовку плоскости блока и, если нужно, головки блока. Все детали должны быть подобраны заранее, чтобы к мастеру, который будет проводить расточку никаких претензий не было.
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место. Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ — MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей
Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора. Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Необходимый инструмент + расходные материалы
Следующий перечень инструментов поможет провести работу оперативно и правильно:
- специальный динамометрический ключ с индикатором;
- штангенциркуль или небольшая линейка;
- набор головок и гаечных ключей;
- головка Torx;
- мягкая металлическая щётка — для очистки поверхности блока, места установки прокладки;
- чистая ветошь.
Также необходимо подготовить расходные материалы. В частности, это новая прокладка и болты ГБЦ. Последние иногда бывают сильно изношены, ведь работают они под высокой нагрузкой и затягиваются с усилием от 80 Н.м и выше. Поэтому желательно будет заменить их.
Как и говорилось выше, существует несколько типов прокладок ГБЦ:
- обычная — при эксплуатации практически не изменяет форму, быстро восстанавливается после незначительных деформаций;
- асбестовая — упругая, эластичная деталь, выдерживает очень высокие температуры;
- металлическая — наиболее надёжная, долговечная.
Конкретный выбор зависит от предпочтений владельца и модели автомобиля. Для иномарок нужно знать VIN модели автомобиля, чтобы указать его в магазине и купить правильную запасную часть. В случае с отечественными машинами достаточно знать модель и марку двигателя.
Покупать прокладку ГБЦ желательно в крупных торговых точках, чтобы избежать подделок. Если оригинальная деталь стоит дорого, экономить на ней не стоит, так как она прослужит значительно дольше неоригинальной продукции. В некоторых случаях можно удовольствоваться дубликатами, произведёнными известными фирмами.
Растачивание отверстий [ править | править код ]
Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Устройство расточного резца
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
Как и чем проводится расточка двигателя
Технологическую операцию по изменению диаметра цилиндров выполняют при капитальном, иногда – среднем ремонте. Любители «полировки» асфальта, используют расточку в качестве тюнинга мотора. Изменение внутреннего размера позволяет увеличить объём, а соответственно – мощность силового агрегата.
Чтобы расточить двигатель, необходимо извлечь блок цилиндров из подкапотного пространства и отвезти его на предприятие или в мастерскую, оборудованную специальными вертикально-расточными станками. Это сложная промышленная установка, способная увеличить диаметр внутри блока до требуемых размеров. Внешне она напоминает сверлильный станок, но имеет большие габариты и станину, а вместо патрона для сверла у неё − вращающийся шпиндель, на который устанавливают резец для выполнения расточки.
Срезание изношенной поверхности производят твердосплавными резцами, которые вращаются на шпинделе и имеют медленную скорость подачи, рассчитанную технологами, для получения качественной шероховатости поверхности. Перед расточкой инструмент затачивают, затем выполняют пробный проход на заготовке для того, чтобы убедиться в точности установленного размера.

Диаметр расточки подбирают в зависимости от имеющихся в продаже размеров ремонтных поршней. К этим параметрам добавляют технологический зазор, установленный производителем, и растачивают двигатель.
После расточки выполняют шлифование внутренних поверхностей блока, чтобы улучшить шероховатость цилиндров. Для такой работы используют специальные шлифовальные станки. Некоторые умельцы выполняют эту трудоёмкую операцию вручную.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ.

Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места.
Читать далее: Электронный блок управления двигателем ЭБУ
Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование.
ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС.
Доработка ГБЦ
Вне зависимости от водительского стажа всем автолюбителям хочется увеличить мощность своего авто, и они ищут самые разные способы для достижения этого. В сущности, вариантов есть несколько, и одним из них является доработка ГБЦ. В результате проведения данного мероприятия можно увеличить мощность двигателя до 15%.
Как известно, крутящий момент, а, следовательно, и мощность двигателя, напрямую зависят от такого параметра, как степень наполнения топливной смесью камер сгорания цилиндров — чем выше наполнение, тем больше мощность двигателя и величина крутящего момента.
Для этого можно установить распределительный вал, в котором будут расширены фазы выпуска и впуска, а также увеличена степень поднятия клапанов. Но, как показывает практика, зачастую этого оказывается недостаточно. Если тщательно подойти к такому способу доработки ГБЦ, то можно обнаружить множество недочетов, которые на первый взгляд и кажутся мелкими, но, тем не менее, именно они препятствуют тому, чтобы в полной мере реализовать весь потенциал двигателя. Это обуславливается тем, что при массовом изготовлении двигателей и ГБЦ используются стандартные технологии. Но это все может исправить доработка.
Доработка ГБЦ является очень удачным способом повышения мощности двигателя. Прежде всего, это относится к доработке выпускных и впускных клапанов ГБЦ, что требуется для улучшения наполнения камеры сгорания за счет уменьшения потерь в каналах головки
Следует обязательно принимать во внимание то обстоятельство, что скорость движения газов в каналах ГБЦ почти звуковая — отсюда и шумы в процессе выпуска и впуска. Любые, даже очень незначительные, шероховатости и неровности ведут к снижению скорости потока, ухудшению наполнения цилиндров и падению скорости и мощности автомобиля
В процессе проведения доработки ГБЦ необходимо провести следующие работы:
- доработка каналов (увеличение диаметра, изменение геометрии, расчет оптимальных радиусов закруглений).
- доработка клапанных седел (необходимо убрать острые кромки, которые в самом начале открытия создают сильное сопротивление).
- необходимо как можно тщательнее совместить каналы в ГБЦ и впускным коллектором — даже малейшие местные несостыковки приводят к сильному замедлению скорости потока.
- шлифовка каналов до достижения частоты 4-5 класса, что считается почти зеркальной.
Работа эта очень кропотливая и тонкая, и самостоятельно выполнять ее можно только в том случае, если имеется большой опыт работы в доработке и ремонте двигателей.
После того, как все мероприятия по доработке головки блоков цилиндров будут выполнены, можно полностью раскрыть потенциал двигателя Вашего автомобиля. Конечно, объем работы предстоит немаленький, придется поработать и потратиться, но конечный результат стоит того — авто порадует Вас мощностью и скоростью.
Все статьи >>