Форум ремонтные болты крепления гбц ваз
Содержание:
- Способ 1 – усадка болта
- Распространенные ошибки при затяжке головки
- Торсионные болты (пластически деформируемые)
- Материалы для болтов
- Схема затяжки болтов ГБЦ
- Можно ли повторно использовать болты?
- Виды прокладок ГБЦ
- Единицы измерения прилагаемого усилия
- Затяжка
- Виды прокладок ГБЦ
- Конструкция детали: что входит в ГБЦ
- Основные правила регулировки
- Распространенные ошибки
- Регулировка момента затяжки болтов
- Особенности выполнения работ на примере некоторых авто
- Затяжка головки блока цилиндров на дизеле и бензиновом моторе
- Применяемый инструментарий
Способ 1 – усадка болта
Подходит для ВАЗ 2107 (других моделей из классики), а также машин, где головка ГБЦ крепиться болтами с внешними гранями. На моделях серии 2108 и выше, данный способ тоже приемлем, но там на определенном этапе работ придется прибегнуть к сверлению.
Наша цель – с помощью сильных ударов усадить болт. В результате вибраций и других сложных физических процессов он ослабиться.
Но прежде чем бить, попытайтесь на болт со слизанными гранями набить головку на 11 и попробовать таким образом его выкрутить.
Если не помогло, то берем два молотка. Первый, плоской стороной ставим на проблемный болт, а вторым молотком сильно бьем по первому.
Далее на расплющенную шляпку набивается головка и с помощью большого рычага болт выкручивается.
Если первая попытка не удалась, то вторая, третья обязательно будет результативной. Как правило, на это может уйти до 20 минут.
Желательно, чтобы все другие болты ГБЦ били затянуты, чтобы максимально прижать головку. Более подробно способ описан в видео.
Распространенные ошибки при затяжке головки
Отметим, что допущенные ошибки во время установки головки блока цилиндров могут привести к повреждениям самой головки и блока цилиндров. Также после начала эксплуатации ДВС возможно появление серьезных неисправностей, которые способны быстро вывести двигатель из строя. В ряде случаев силовой агрегат может пострадать так сильно, что потребует капитального ремонта или замены такого мотора на контрактный двигатель. В списке различных ошибок, которые приводят к нежелательным последствиям, стоит отдельно выделить: перетяжку болтов, попадание моторного масла в отверстия для установки болтов крепления, работу с неподходящими или изношенными насадками на динамометрический ключ, нарушение порядка затяжки болтов, использование болтов, которые не подходят по размеру.
Достаточно часто отверстие под болт крепления в блоке цилиндров оказывается забитым грязью, ржавчиной и т.п. Попытки очистить отверстие не всегда дают положительный результат. В результате закрутить болты с должным усилием может быть очень трудно. По этой причине резьбу болтов смазывают маслом. При этом запрещается заливать масло в само отверстие для улучшения смазки. Такие действия могут привести к тому, что колодец с резьбой попросту разрушится после закручивания болта. В такой ситуации блок цилиндров нужно будет ремонтировать или даже менять.
Также к возникновению проблем может привести и попытка затянуть ГБЦ без использования динамометрического ключа. В таком случае момент затяжки зачастую оказывается превышен. Последствия могут быть самыми разными, но зачастую болты крепления головки ломаются, после чего возникает необходимость повторной разборки двигателя для удаления обломков и ремонта блока цилиндров.
Болты для затяжки ГБЦ обычно имеют головку под шестигранную насадку, реже выполняются в виде квадрата. Если насадка окажется изношенной, тогда во время затяжки существует риск ее проворачивания. В результате «слизываются» грани головки болта. В подобной ситуации поврежденный крепежный элемент трудно закрутить или открутить для замены. Что касается подбора болтов, необходимо дополнительно учитывать некоторые особенности. Во многих руководствах по ремонту можно встретить информацию о том, что болты допускается использовать повторно. Как показывает практика, оптимально менять крепежные элементы на новые после каждого снятия ГБЦ.
Дело в том, что после затяжки болт становится немного длиннее, то есть вытягивается
По этой причине следует обращать внимание на максимально допустимую длину болта, которая должна быть прописана в руководстве по эксплуатации. Если новых болтов нет, тогда перед установкой необходимо промерить имеющиеся крепежные элементы
В том случае, когда болт оказывается немного длиннее по сравнению с максимально допустимым показателем, тогда происходит его упор в дно отверстия в блоке цилиндров. Результатом становится или поломка болта, или раскол самого блока цилиндров.
Напоследок добавим, что не исключено и попадание рабочих жидкостей из одной системы в другую (например, тосол попадает в масляные каналы). Неисправности такого рода являются достаточно серьезными, так как нарушения нормальной работы системы смазки или охлаждения приводят к перегреву ДВС, ускоренному износу трущихся деталей, заклиниванию мотора и т.д.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Коренные и шатунные вкладыши: назначение, устройство и особенности работы подшипников скольжения. Как правильно затягивать вкладыши, момент затяжки.
Для чего и когда головку блока цилиндров необходимо шлифовать. Как проверить привалочную плоскость головки блока своими руками. Фрезеровка и шлифовка ГБЦ.
Назначение головки блока цилиндров ДВС. Материалы и способ изготовления, особенности крепления головки к блоку цилиндров, составные элементы ГБЦ.
Снятие головки блока цилиндров двигателя своими руками в гаражных условиях: подготовка и снятие ГБЦ. Как снять головку, если она прикипела. Полезные советы.
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия.
голоса
Рейтинг статьи
Торсионные болты (пластически деформируемые)
 болт гбц нового образца
болт гбц нового образца
Каталожный номер детали: 21213-1003271-01-0. Наименование: Болт крепления головки цилиндров “Torх”. Данное название (торсионные болты) в корне неверно, но что поделать, если они так называются на всех форумах и во всех магазинах. По науке, когда говорят торсион, подразумевают деформацию от скручивания. А в данном случае деформация от растяжения. В магазинах данные болты еще называют, болты гбц нива шевроле или болты гбц нового образца. Еще встречал название торксы или ромашка. Эти болты в отличие от каленых, дают постоянную нагрузку. То есть очень примитивно можно говорить об эффекте гровершайбы, то есть о постоянном усилии на поджатие прокладки ГБЦ, в осевом направлении болта. Данные болты широко используются на импортных двигателях, поскольку позволяют избежать ошибки «человеческого фактора». По сути дела, не нужна затяжка с точностью динамометрического ключа. Конечные величины берутся угловые. Мне данный подход не очень нравится, но такие вещи сейчас принято называть «гарантированность сборки».
Материалы для болтов
Эти изделия выполняют разные функции. Самая понятная — удержание деталей собранной конструкции от рассыпания, например, в решётках палисадника или в навесах с поликарбонатом над машинами. Совершенно другие функции присущи силовым болтам, выдерживающим нагрузки в несколько тонн, например, в конструкциях подъёмных кранов. Прочность обеих групп описанных болтов должна быть разной, и это требование отражено во всех видах нормативной документации.
Болты изготавливают из углеродистых сталей различных сортов. Самые мягкие — из материала типа Ст3, самые прочные — из сплавов Ст.35ХГСА, Ст.40ХНМА.

Значительно меньше производится болтов из нержавеющих сталей А2 и А4, а также из других металлов, требуемых технологическими процессами производства или эксплуатации.
Для защиты углеродистых сталей от коррозии применяют покрытия — оксидирование, кадмирование, фосфатирование, цинкование, хромирование, никелирование и другие.
Схема затяжки болтов ГБЦ
При затяжке болтов важно, чтобы инструмент был с не зализанными гранями. Если заворачивать испорченные болты изношенным инструментами, есть вероятность, что результат работы вас не устроит
Как правило, первый этап — это поочерёдное зажатие болтов с небольшим усилием. Второй этап — основной, в ходе него достигается нужный момент затяжки. Третий и четвёртый — доворачивание болтов на 90 градусов, что обеспечивает надёжную фиксацию резьбы.
Таблица: с каким усилием нужно затягивать болты
| Порядок проведения работ | Момент затяжки |
| 1 этап | 30 НМ |
| 2 этап | 60 НМ |
| 3 этап | 90 градусов |
| 4 этап | 90 градусов |
Порядок закручивания болтов всегда один и тот же. Неопытным слесарям лучше всего распечатать и держать перед глазами схему закручивания болтов. Она для каждого автомобиля уникальна и почти всегда указывается на упаковке прокладки ГБЦ. Например, момент затяжки клапанной крышки для авто Opel Astra составляет 8–10 Нм (0.8–1 кг). Работу нужно начинать с центрального верхнего болта и далее двигаться по спирали.

Схема: порядок затяжки болтов ГБЦ
После успешной затяжки болтов двигатель собирается и проверяется. На некоторых моделях автомобиля есть рекомендация по подтяжке болтов на 90 градусов после 1–2 тысяч пробега, но основная масса современных автомобилей не нуждается в такой операции, так как применяются специальные болты с пружинящим эффектом.
Как проводить работы по монтажу и демонтажу ГБЦ двигателя
Работы по снятию и правильной установке головки блока цилиндров вполне можно провести своими руками при соблюдении следующих правил:
- соблюдение чистоты деталей, особенно резьбовых колодцев и плоскостей сопрягаемых поверхностей;
- использование целого инструмента;
- наличие динамометрического ключа;
- закручивание болтов проводить в правильном порядке и с определённым усилием в несколько этапов.
Если эти требования выполнены, можно собирать остальные детали, выставлять зажигание и запускать мотор. После пробных поездок нужно убедиться, что в расширительном бачке нет пузырьков воздуха или потёков масла вдоль стыка блока и головки. Если ничего не замечено — работа выполнена правильно.
Если все же в болте оказалось внутреннее напряжение и он лопнул — не спешите отчаиваться. Зачастую обломок можно вывернуть при помощи экстракторов или полностью высверлить его.
Можно ли повторно использовать болты?
Для болтов, применяемых во всех соединениях, не требующих тарированного момента затягивания, этот вопрос не играет большой роли. Основную массу болтов, затягиваемых ручными инструментами (стандартными гаечными ключами), используют многократно, невзирая на повреждения покрытия или ржавчину.
Отношение к повторному применению так называемых ВПБ (высокопрочных болтов), разрыв или повреждение которых может вызвать катастрофу (подъёмные механизмы, многотонные металлические конструкции) или серьёзные разрушения (колёсные болты автомобилей, крепёж головки блока цилиндров) существенно меняется как у специалистов автобытовых площадок, так и у руководителей строительного и промышленного менеджмента.
Повторное использование ВПБ, испытывающих при затягивании динамометрическими ключами нагрузки, близкие к пределу текучести стали, становится опасным. Существует много нормативных документов, так или иначе трактующих эту тему. Одна их часть не запрещает повторное применение, другая — ограничивает количество этих повторов, третья — требует тщательной проверки качества резьбы, лёгкого прокручивания по ней гайки, неизменной длины стержня. Существуют также нормативы, запрещающие в соединениях повторное применение ВПБ.
Как выполняют требования нормативных документов на местах? В авторемонте далеко не все воспринимают информацию о запрете повторного применения ВПБ в особо нагруженных соединениях как правильную и достоверную и пользуются при выполнении таких операций личным опытом. По свидетельствам механиков, даже при сборке грузоподъёмных механизмов ВПБ используют повторно, правда, после тщательной проверки.
Вывод по теме повторного применения нагруженных болтов: в каждом случае необходимо выполнять требования нормативных документов, регламентирующих конкретный вид работ
Особое внимание следует обращать на наличие или отсутствие запрета повторного применения. Определить внешним осмотром деформационный дефект ВПБ, бывшего в употреблении, очень сложно, и кажущаяся экономия может обернуться бедой
Все, кто не выполняет эти требования, берут ответственность на себя.
Виды прокладок ГБЦ
Прокладки ГБЦ условно разбиваются на две группы:
1. Неметаллические прокладки, которые делятся на два вида:
Безасбестовые – данный вид прокладок характеризуется пониженной способностью к усадке и повышенной способностью к восстановлению. Безасбестовые прокладки отличаются повышенной ценой по сравнению в асбестовыми,, но при этом привлекают большей износостойкостью, герметичностью и экологичностью. Применяемые материалы при изготовлении прокладок: синтетическое волокно, каучук.

Безасбестовые прокладки ГБЦ
Асбестовые прокладки — по свойствам похожи на своих собратьев без асбеста. Они упруги, устойчивы к температуре и эластичны. Как правило, находят своё применение в ремкомплекте. Однако по качеству уступают остальным видам.

Асбестовые прокладки ГБЦ
2. Металлические прокладки. Они обладают наивысшим качеством и эффективностью. Они равномерно распределяют все давление на поверхности в месте присоединения на всю поверхности головки блока цилиндров и блока цилиндров.

Металлическая прокладка ГБЦ
Единицы измерения прилагаемого усилия
В странах Европы, СНГ принято использовать Ньютоны, умноженные на метр. Универсальная единица измерения присутствует на всех приборах и динамометрических ключах. В западной Европе, США и Австралии применяются Фунты*дюйм.
«Отечественная» единица измерения отличается большей точностью, что подтверждает ее распространение.
Таблица моментов затяжки резьбовых соединений
Среди самых распространенных автомобилей особенно выделяется следующая группа:
- КАМАЗ;
- 8 клапанная Деу Нексия;
- Лада Гранта;
- Хендай Акцент;
- Шевроле Нива;
- Hino Rainger;
- УАЗ Патриот;
- Тойота Рав-4.
Эти машины считаются самыми популярными гостями станций технического обслуживания, следовательно, логично составить список именно по силовым агрегатам машин. Далее приведена таблица моментов протягивания болтов ГБЦ, самых популярных моделей автомобилей в России.
| Мотор | Момент протяжки Н*м |
| GW 491 QE | 20,0 |
| УАЗ 409 | 13-14,5 |
| 3SFE | 49 |
| 2AZFE | 7,8 |
| S2 Diesel | 24.0 |
| Дэу Нексия 8 кл. | 25.0 |
| 405 | 40-50 + доворот на 90° |
| Гранта все моторы | 75,0+90° |
| WL-T | 9,0+180° |
| Камаз 740 | 20,0+180° |
| J07C | 21,0+90° |
| 4A FE | 29,0/60,0 |
| D20DT | 85,0 |
| 5S FE | 49,0+90° |
| 1MZFE | 18,0+180° |
| ЯМЗ 536 | 10,0+180° |
| ТагАЗ | 10,0+90° |
| Chevrolet NIVA | 77,0 |
| X18XE | 25,0+270° |
| 1ZZFE | 40,0+90° |
| УМЗ 4216 | 11,0+180° |
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
| Круг затяжки | Ваши действия |
| Первый круг | Динамометрическим ключом затягиваются все болты согласно схеме с прикладываемым моментом до 2,0 кг/см м |
| Второй круг | Затяжка по второму кругу выполняется даже по схеме, но момент применяется уже до 8 кг/см м |
| Третий круг | Каждый болт на третьем круге установки нужно докрутить на 90 градусов |
| Четвертый круг | Четвертый и завершающий круг затяжки болтов головки блока цилиндров требует повторного закручивания крепежей еще на 90 градусов |
Прежде чем следовать инструкции и схеме, убедитесь, что ваши болты соответствуют требованиям. В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
Прокладка головки блока цилиндров на ВАЗ 2109 — достаточно надежный элемент, но ему свойственно терять свои эксплуатационные качества. Для ее замены приходится выполнять далеко не самые простые операции, но игнорировать нарушение целостности прокладки ни в коем случае нельзя. Иначе последствия обернутся дорогостоящим ремонтом, а порой и полной заменой двигателя.
Источники
Виды прокладок ГБЦ
Производители автомобильных двигателей используют следующие варианты уплотнительных элементов:
- Асбестовые. Изделия характеризуют высокая термостойкость, достаточная эластичность и упругость. Как правило, входят в наборы ремонтных комплектов.
- На без асбестовой основе. Менее практичны, чем приведенные выше – небольшой коэффициент усадки, ограниченный срок службы.
- Металлические. По праву считают лучшим вариантом уплотнителя. Он обеспечивает максимально равномерное распределение давления по периметру и прилегание стыкуемых плоскостей.

Это интересно: Периодичность замены масла в двигателе – определяем сроки и учимся менять самостоятельно
Конструкция детали: что входит в ГБЦ
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
Основные правила регулировки
Вне зависимости от особенностей двигателя конкретного авто, существует общий ряд правил, которые нужно соблюдать в ходе работы. Необходимо строго следовать параметрам, указанным в инструкции src=»https://superdvigatel.com/wp-content/uploads/2018/06/porjadok-zatjazhki-golovki-bloka-vaz-2109.jpg» class=»aligncenter» width=»500″ height=»263″
Работу стоит проводить, используя динамометрический ключ. Использование аналога, может привести к нежелательным результатам. Затягивать можно, только полностью исправные болты. Перед началом работ, внимательно проверьте состояние держателей.
- Показатели момента затяжки, нужно учитывать строго и не откланяться от указанных производителем. При ремонте ГБЦ ВАЗ 2109 , стоит соблюдать указание по затяжке, указанные в комплектующей инструкции.
- Большинство особо важных особенностей регулировки болтов, указывается в инструкции к определенному автомобилю. Поэтому, необходимо тщательно изучить руководство по эксплуатации и обслуживанию машины.
При эксплуатации автомобиля, соблюдать требования изготовителя и регулярно обслуживать автомобиль. Корректная работа двигателя, предотвращает необходимости регулировки держателей ГБЦ. Поскольку, ГБЦ имеет сложное устройство, необходимо производить ремонт только при полной уверенности в своих знаниях.
https://youtube.com/watch?v=YsGF6eI1L34
При возникновении неполадок в работе двигателя автомобиля, необходимо оперативно произвести профессиональную диагностику. Там самым, вы предотвратите масштабный ремонт авто и больших затрат.
Для проведения ремонта, используется специальное оборудования, имеющееся, как правило, только в специализированных центрах обслуживания.
Ремонт головы блока, подразумевает смену прокладки ГБЦ и регулировку момента болтов. Для правильной регулировки, необходимо строго следовать требования указанным в рассмотренной инструкции. Следуйте показателям изготовителя и используйте качественные инструменты. При внимательно подходе, можно успешно произвести регулировку, получив необходимый результат.
https://carmend.ru/body/utochnyaem-moment-zatyazhki-boltov-gbc-v-processe-ustanovki.html
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
- Заливка масла в крепежные отверстия для смазки резьбы (жидкость несжимаема, поэтому залитое масло не даст нормально затянуть головку);
- Перетяжка (превышение усилий при затягивании приводит к повреждениям ГБЦ и самих крепежных элементов);
- Применение поврежденных или несоответствующих ключей (возможен срыв граней головок болтов, после чего нормально затянуть или выкрутить их будет проблематично);
- Использование на замену неподходящих болтов (крепежи с разных двигателей могут отличаться по длине, межвитковому расстоянию резьбы, высотой и диаметром головки);
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Подтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.

Динамометрический ключ
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.

Комплект болтов для замены
Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
динамометрический ключ;
штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.

Схема по которой должна проходить протяжка ВАЗ 2109
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 – 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.

Правильная подтяжка
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров. В ином случае он меняется
Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.

Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.

Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
ПОПУЛЯРНОЕ У ЧИТАТЕЛЕЙ: Инструмент для кузовного ремонта автомобилей
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
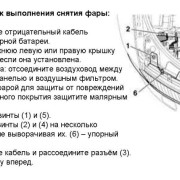
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).

На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.

Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).

«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.

Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
- 4,0-4,3 кг/м;
- 7,5 кг/м;
- 11,0 кг/м;
- 14,3-14,5 кг/м.

Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Затяжка головки блока цилиндров на дизеле и бензиновом моторе
Устройство ГБЦ независимо от типа двигателя — схоже. Внутри находится газораспределительный механизм, а сам корпус является составляющей камеры сгорания и имеет специальные каналы, предназначенные для циркуляции масла и антифриза. Благодаря должному прилеганию ГБЦ, соблюдается герметичность всех систем, и мотор работает с максимальным КПД. Головка блока состоит из сплава алюминия с другими металами, а болты, которые используются для затяжки, – из стали. Повышенная температура заставляет металлы расширяться, но с разной степенью интенсивности, поэтому в случае ошибок при установке возникающее напряжение корпуса способствует появлению трещин.
Применяемый инструментарий
Из оборудования необходим динамометрический ключ с калибровкой усилия под конкретный автомобиль (на разных машинах момент затяжки креплений может существенно отличаться), торцевая головка нужного размера, которая подходит к конкретному виду крепежа.
Итак, динамометрические ключи бывают нескольких видов:
- щелчковый;
- стрелочный;
- цифровой;
- иные приспособления.
Щелчковый ключ
Щелчковый (также предельный или пружинный) ключ применяется для быстрой затяжки резьбовых соединений с заданным крутящим моментом. При достижении нужного усилия, внутри ключа срабатывает пружинный механизм, в следствии чего слышен щелчок, свидетельствующий об необходимости прекращения затяжки текущим моментом (усилием). Погрешность такого ключа не превышает 4% (при условии корректного хранения и использования).

Стрелочный ключ
Стрелочный (торсионный) ключ являет собой рычаг со стрелкой и шкалой усилия (или индикатором часового вида), что делает его самым простым в использовании. При использовании такого ключа стрелка указывает на текущий момент затяжки при проворачивании рычага. Из минусов таких ключей стоит отметить довольно большую погрешность (от 5 до 20%), и со временем сталь утрачивает свою упругость, что делает невозможным его регулировку.

Цифровой ключ
Цифровой ключ (или цифровой адаптер) является самым точным инструментом в своей категории – его погрешность составляет всего 1%. Поэтому такие ключи часто используют при монтаже «ответственных» резьбовых соединений.

Иные приспособления
Самодельными динамометрическими ключами пользуются тогда, когда других приспособлений под рукой не имеется – обычно это самодельные механизмы, состоящие из трещотки и старых пружинных весов или современных цифровых. Но погрешность таких приспособлений намного выше, чем заводские ключи – это обусловлено неправильной калибровкой усилия.