Хонингование цилиндров: как это делается
Содержание:
- Mitsubishi Carisma GDI 1.8 › Бортжурнал › Хон или Зеркало в цилиндрах что лучше
- Задачи гильзы цилиндра
- Хонингование цилиндров, цена
- Какими приспособлениями необходимо пользоваться
- Главные плюсы
- Инструмент для обработки
- Профессиональные услуги
- Отличия выполнения хонингования на разных двигателях
- Как происходит процесс хонингования двигателя?
- Требования к процессу и оборудованию
- Этапы расточки и хонингования
- Цель хонингования
- Расточка с хонингованием
- Безгильзовые двигатели
- Инструмент для обработки
- Используемое оборудование и материалы
- Инструмент для обработки
- Последствия задиров и варианты решения
- Опасные заблуждения
- Для чего необходимо хонингование блока цилиндров?
- Этапы хонингования
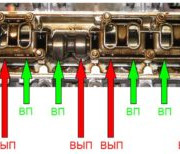
Mitsubishi Carisma GDI 1.8 › Бортжурнал › Хон или Зеркало в цилиндрах что лучше
Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя. Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров. Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не так! Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в “набивающееся”, зеркало. вот на этой первой стадии смерти хона (хон “частично” превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия. Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос.
“Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично.”
Найти можно его во многих магазинах с инструментами… Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт. Как пользоваться хоном? Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него. ———————————————————————————————————————————————————— Так добавлю еще немного инфы. Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон. Если у вас есть хон, при нормальной эксплуатации он сохраняется на всем протяжении. Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало. Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей. Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет “мудрить” над смазкой под давлением (через сопла) зеркала цилиндров. Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет. Вот хон повсеместно и вытеснил ранее известные “зеркальные” системы.
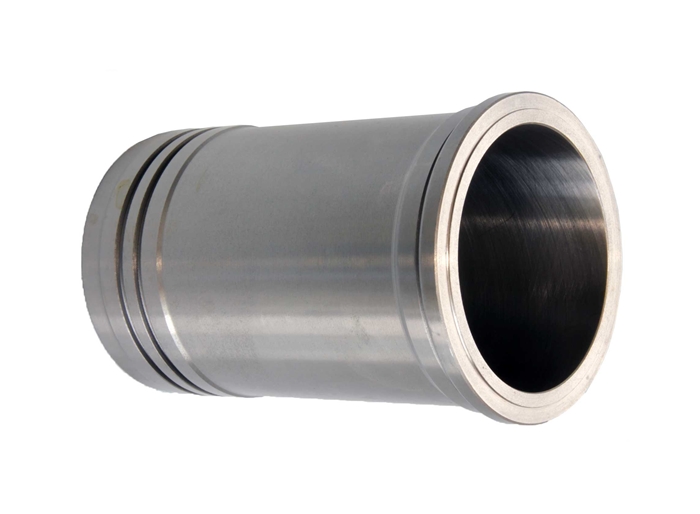
Задачи гильзы цилиндра
Словосочетание «гильза цилиндра» обычно не применяется, но лишь потому, что все предпочитают говорить просто – «цилиндр», так как, по сути, гильза им и является. Также гильзу можно рассматривать как втулку, внутри которой ходит поршень. Вместе с головкой блока цилиндров гильза образует камеру сгорания.
Вне всякого сомнения, гильза цилиндра – это деталь в двигателе внутреннего сгорания, которая испытывает наибольшие нагрузки. Это и тысячеградусная температура сгорающей топливно-воздушной смеси, и давление расширяющихся газов, и трение уплотнительных колец поршня, и даже коррозия.

Внутренняя поверхность гильзы еще называется рабочей. Внутри цилиндра поршень совершает возвратно-поступательные движения. Уплотнительные кольца воздействуют на рабочую поверхность гильзы цилиндра, и только подаваемая смазка уменьшает износ ее стенок. Но в моменты изменения направления движения поршня происходит разрыв масляной пленки, и появляется так называемое граничное трение.
Также гильза, а точнее, ее верхняя часть, подвергается особому виду коррозии – электрохимической. Если разобраться, то в основе ржавления металла всегда лежит разность потенциалов, однако в случае с цилиндром крайне любопытна сама причина такой коррозии – большая разность температур между нижней и верхней частями гильзы, которая и вызывает дисбаланс электрических полей в разных частях одной детали.
Кроме коррозии, на гильзу также оказывают механическое воздействие радиальные нагрузки, которые передает на поршень колеблющийся в двух плоскостях шатун. Если стенки гильзы имеют недостаточную толщину, то это может привести к ее разрушению.
Поэтому для противодействия всем указанным разрушающим факторам гильзы цилиндров должны удовлетворять следующим требованиям:
- повышенная жесткость и высокие прочностные характеристики стенок, а также посадочных поясков;
- износостойкость;
- абсолютная герметизация стыков;
- технологичность и максимально возможная простота конструкции.
По рабочей плоскости гильзы скользит не поршень, нет. Непосредственный контакт осуществляется с уплотнительными кольцами, которые и создают деструктивное трение. Чтобы его ослабить, рабочая плоскость цилиндра подвергается высокоточной обработке с достижением некоторой шероховатости поверхности. Данный процесс называется хонингованием.
Визуально это выглядит, как будто на внутренние стенки цилиндра нанесли некую отражающую субстанцию. Разумеется, никто ничего туда не наносит, но из-за такого эффекта рабочая поверхность гильзы еще называется зеркалом цилиндра.
Из чего же изготавливают гильзы цилиндров? С учетом всех перечисленных нагрузок, а также повышенных требований к прочности, создается представление, что гильзы должны изготавливаться из какого-то «космического» металла! Но нет, все намного проще – их делают из серого чугуна, потому что он отвечает всем (в том числе, повышенным) техническим требованиям.
Он отлично держит масляную пленку, чугун стоек к износу трением, также имеет относительно высокую коррозионную устойчивость, особенно если его легируют хромом, молибденом, фосфором, ванадием и медью.
Разумеется, некоторые блоки цилиндров выполняются как единая деталь для всех «банок» сразу. Но такое производство менее технологично, и этот процесс является более дорогостоящим, чем в случае производства гильз по отдельности. Кроме того, выход из строя «сепаратной» гильзы цилиндра влечет более дешевый ремонт – замену. Когда же блок единый, то его замена обойдется существенно дороже.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом. Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.

Главные плюсы
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
-
по способу крепления абразивного инструмента: жесткие;
- плавающие;
по способу обеспечения размера:
- регулируемые;
саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы — профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 — 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Как происходит процесс хонингования двигателя?
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
Требования к процессу и оборудованию

Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами
, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями.
При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Этапы расточки и хонингования

Вышеописанные проблемы влекут за собой ремонт силового агрегата. Если не сделать это вовремя, состояние цилиндров может отрицательно сказаться на работоспособности других механизмов, что приведет к более серьезным поломкам. Бывают случаи, когда в результате откладывания ремонта приходилось делать замену всего кривошипно-шатунного механизма.

Происходит ремонт в несколько этапов:
- Рабочий растачивает все гильзы в соответствии с определенным ремонтным размером. Если ранее ремонт не выполнялся ни разу, расточка делается до первого размера. В обязательном порядке сделайте несколько миллиметров припуска.
- Выполняется хонингование для придания гильзам корректной формы и для снижения шероховатости.

Расточка и хонингование производится по этапам:
- Сначала происходит черновая обработка. Ее делают при помощи грубых абразивных материалов. Выполняется возвращение первоначальной формы.
- Растачивается цилиндр с помощью специального абразива. Хонингование происходит при помощи бруса с алмазным либо керамическим напылением. Брус расположен на хонинговальной головке, что вращается и выполняет движения вниз и вверх. Такое приспособление дает возможность иметь высокую точность в процессе выполнения хонингования. С поверхности цилиндров при помощи абразивных материалов удаляются царапины, поэтому возникает допустимая степень шероховатости.
- По окончании хонингования поверхность обработанного цилиндра очищается от мусора.
- Некоторые специалисты очищают поверхность при помощи специальной пасты.

Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
https://youtube.com/watch?v=wRTqjtq7W8M
Расточка с хонингованием

Расточка блоков цилиндров может производиться двумя способами. Первый был рассмотрен выше – «под зеркало». Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита. Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще. Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
-
по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Читать далее: Что такое лонжерон в автомобиле
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента: жесткие;
- плавающие;
по способу обеспечения размера:
регулируемые;
саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Последствия задиров и варианты решения
Повышенный расход масла
Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар
1. Добавить в масло средство Active Plus от компании Suprotec.
2. Если триботехнический состав не помог,
в запущенных случаях – расточить и хонинговать блок цилиндра.
Сизый цвет выхлопа
Относительно большое количество масла сгорает вместе с топливом, значительный угар
1. Залить в масло триботехнический состав «Супротек Актив Плюс».
2. Если состав не решил проблему, хонинговать цилиндры.
3. В тяжелых случаях – расточить и хонинговать блок цилиндров.
Нестабильная работа двигателя на ХХ
Неплотное сопряжение пары поршень-гильза.
1. Использовать трибосостав Active Plus от компании Suprotec.
2. Если первый пункт не помог – хонингование цилиндра.
3. При большой выработке, глубоких задирах – расточка и хонингование БЦ.
Снижение мощности мотора
Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы
1. Добавить в масло средство «Актив Плюс Бензин» от .
2. Если трибосостав не справился, провести хонинговку цилиндров блока.
3. В запущенных случаях – расточить и хонинговать цилиндры.
Повышенный расход горючего
Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». Мотору требуется больше топлива для достижения нужной мощности
1. Использовать триботехническое средство «Супротек Актив Плюс».
2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока.
3. В запущенных случаях применить расточку и хонингование БЦ.
Надеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Источник
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Для чего необходимо хонингование блока цилиндров?
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Этапы хонингования
После закрепления детали в оборудовании проводятся 2 этапа хонингования:
- Черновой. Ведется с помощью крупнозернистого абразива. На этом этапе изделию придается нужная форма без выдерживания точности размеров.
- Чистовой. С помощью алмазных или керамических брусков идет дополнительная обработка поверхности. В результате изделие получается гладкое, с нужным классом шероховатости, а размеры соблюдаются в пределах допуска.
После процесса хонингования детали требуют очистки. Чтобы удалить металлическую стружку, сначала применяется абразивная щетка. Потом готовится мыльный раствор, куда окунаются изделия.
Чтобы добиться нужной гладкости, используется абразивная паста. При ее нанесении заполняются все мелкие поры. Эта финишная обработка окончательно устраняет микрочастицы грязи, оставшиеся на деталях.