Как выполняется хонингование цилиндров и что это такое
Содержание:
- Хон или зеркало?
- Но почему «Механика»?
- Хонингование цилиндров двигателя автомобиля
- Главные плюсы
- Что лучше: хонингование или шлифовка цилиндров мотора
- Как расточить цилиндр правильно
- Хонингование в домашних условиях
- Профессиональные услуги
- Хонингование или шлифовка цилиндров: что лучше
- Хонингование цилиндров: что это такое
- Особенности инструмента для хонингования
- Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
- Что такое хонингование
- Основные плюсы хонингования.
- Что в итоге: зеркало или хон
Хон или зеркало?
Я если честно не понимаю откуда пошли эти разговоры о том, что зеркало лучше хона, видимо всё от незнания. Потому что эти понятия чуть ли не синонимы. Зеркалом цилиндра называют его рабочую поверхность окончательно обработанную и отшлифованную. А само слово хон всего лишь упрощённое название процесса обработки цилиндров. Вообще хонингование -это один из видов абразивной обработки металлов в цилиндрических отверстиях.Этот вид обработки является чистовым для того, чтобы добиться наилучшей геометрии цилиндра, а хонинговальная сетка является, следствием этого метода шлифовки.То есть на заводе при изготовлении блока цилиндров никто специально не делает этот самый хон это всего лишь следствие процесса обработки. По характеру сетки можно сказать насколько хорошо и точно был обработан цилиндр.
Но хоть хон и не сделан специально, эта сетка играет очень важную роль в работе двигателя. Когда поршень идёт вверх он оставляет масло на стенках цилиндра для смазки и охлаждения, да да цилиндр охлаждается не только водяной рубашкой в блоке, но и непосредственно маслом, которое разбрызгивается во время работы коленвала и шатунов. А когда поршень идёт вниз, то маслосъёмное кольцо счищает масло скопившееся на стенках цилиндра. И небольшая доля масла оставшаяся в сетке нужна для смазки колец.
Источник
Но почему «Механика»?
Выше мы упомянули – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.

(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Хонингование цилиндров двигателя автомобиля

Схема процесса хонингования цилиндра: 1 – приводной вал; 2 – шарнир; 3 – головка хонинговальная; 4 – цилиндр съемный (гильза); 5 – абразивный брусок
На представленной схеме следует отметить наличие угла α. Он определяет получение перекрещиваемых линий, образующих сетку, при поступательном движении хон вверх и вниз. 2α – угол скрещивания двух взаимнопересеченных линий при прямом и обратном движениях.
I, II, III – это ряд последовательных положений абразива за два хода вверх и вниз.

Реальная головка в работе на блоке

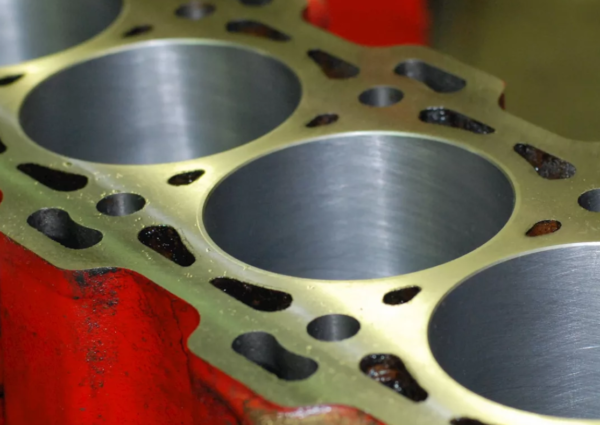
Реальная поверхность внутреннего пространства цилиндра после обработки
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.

Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки
Удачи вам и не забывайте оставлять комментарии ниже.
#Двигатель#Инструмент#Своими руками#Хонингование#Цилиндры
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.

А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.

Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.

Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.
Хонингование в домашних условиях
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Поиск записей с помощью фильтра:
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
На заметку!
От создания зеркала хонингование отличается нанесением сетки рисок. Гладкая поверхность слабо удерживает масло, в результате увеличивается его расход.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным. В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла
Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности
Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Особенности инструмента для хонингования
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер. Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Хонинговальная головка используется со специальным станком 3Г833. В нем имеется вертикальный жесткий вал. Он позволяет получать жесткое вращение инструмента без признаков биения.

Конструкция хонинговальной головки: 1 – стержень для изменения наружного диаметра раздвижения хонов; 2 – обрабатываемая деталь; 3 – шпиндель; 4 – бруски абразивные; 5 – цилиндрический фиксатор
Наружное хонингование выполняется на приспособление, которое может быть установлено на токарные станки. Для крупных станков типа ДИП-300 или ДИП-400 применяют головку наружного хонингования ХНП-150. Она позволяет производить наружное полирование деталей диаметром до 150 мм.

Головка наружного хонингования ХНП-150: 1, 2, 7 и 8 – бруски абразивные; 3, 6 – колодки фиксирующие разжимные; 4, 5 – скобы для фиксации
В шпиндель станка устанавливают деталь. На суппорте располагают приспособление для хонингования. Вращающаяся деталь находится в зоне действия брусков, которые обтачивают поверхность. Выполняется продольная подача инструмента в разные стороны.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.

Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар
Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов
Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
-
Как очистить поршни от нагара
Причины появления нагара в камере сгорания, что такое нагар. Как почистить поршни двигателя и камеру сгорания от нагара, очистка без разборки двигателя. Читать далее
-
Что такое гильзовка блока цилиндров двигателя
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации. Читать далее
-
Подбор поршневых колец по размеру
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы. Читать далее
-
Замена поршневых колец
Когда необходимо производить замену поршневых колец. Как устанавливать кольца на поршень при замене своими руками. Ресурс, колец, притирка и обкатка. Читать далее
-
Капитальный ремонт двигателя автомобиля
Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы. Читать далее