Операция растачивания и восстановления отверстий
Содержание:
- При помощи чего проводится расточка
- Для чего нужна расточка мотора
- Что такое расточка блока цилиндров и для чего она нужна
- Алюминиевый блок и гильзы
- Технология процесса
- Процесс расточки цилиндра
- Зачем и когда моторы начали гильзовать
- Совет по расточке блока цилиндров
- Технологический процесс расточки
- Причины выхода из строя цилиндра
- Замена поршня и расточка цилиндра
- Растачивание отверстий [ править | править код ]
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Что такое расточка блока цилиндров и для чего она нужна

Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1 . Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.2 . Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.Еще одна причина расточки – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
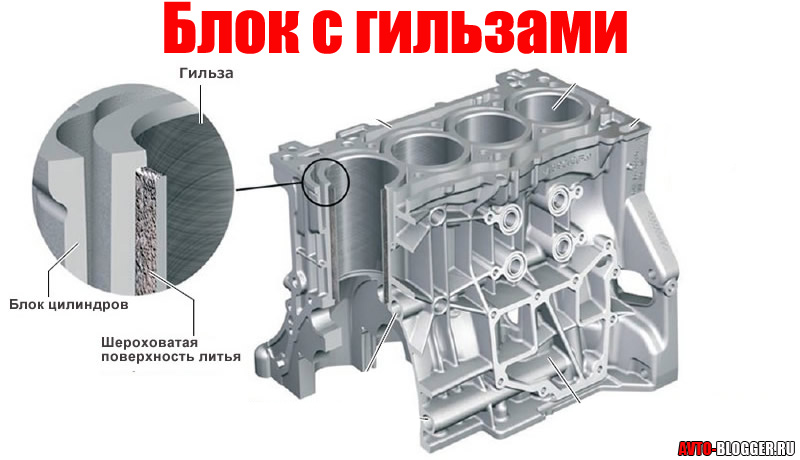
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.

Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.
«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Запрос вернул пустой результат.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Процесс расточки цилиндра

Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.

Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Рекомендуем посмотреть:
-
Как разобрать боковое зеркало ваз 2110
- Как вставить зеркало заднего вида в держатель
- Интересные приспособления для домашней мастерской
-
Самодельные устройства и приспособления
- Как снять зеркало с зеркала заднего вида
- Рубанок для шпаклевки авто
Зачем и когда моторы начали гильзовать
Итак, гильзованный мотор появился для того, чтобы добиться снижения веса двигателя. Если просто, снизить вес стало возможным благодаря тому, что при изготовлении блока цилиндров начал использоваться алюминий, а не чугун.Дело в том, что чугун даже с учетом его прочности и дешевизны в три раза тяжелее алюминия, также отличается склонностью к образованию коррозии, имеет меньшую теплопроводность. В результате чугунные блоки требуют лучшего охлаждения, в систему необходимо заливать большее количество антифриза и т.д.
Первые попытки по внедрению алюминиевых блоков были проведены еще в 1930-е годы на некоторых спортивных авто. Такие «облегченные» двигатели представляли собой алюминиевый блок, в который вставлялись мокрые чугунные гильзы. Понятие «мокрые» означает, что между гильзой и телом блока находится ОЖ из системы охлаждения.
Далее к середине 50-х аналогичная конструкция стала использоваться не только в автоспорте, но и на конвейере. Однако в те годы полностью вытеснить чугун не удалось по причине технологической сложности процедуры гильзования, а также с учетом сниженной жесткости блока, высоких нагрузок на гильзы, быстрому прогару прокладки БЦ даже при незначительных перегревах.
К началу 1970-х стала активно использоваться практика установки в блок из алюминия «сухой» гильзы. Такая гильза вставлена в блок, при этом каналы для антифриза в данной области отсутствуют. При этом запрессовка разогретой чугунной гильзы в более мягкий алюминий является сложным процессом.
Еще алюминий и чугун имеют разный коэффициент температурного расширения, в результате чего возможно появление зазора между блоком и самой гильзой после выхода ДВС на рабочие температуры. Однако плюсом стала жесткость такого цилиндра. При этом показатель жесткости был не лучше, чем у чугуна, зато достигалось существенное снижение веса блока.
Дальнейшее развитие технологий привело к тому, что вместо запрессовки гильз блок цилиндров стал отливаться вокруг них. Визуально чугунная гильза стала напоминать вставку, которая вплавлена в алюминий.
А еще интересно: Количество масел и жидкостей гсм ваз 4×4 2121 нива
Прочность была повышена, однако такие гильзы нельзя выпрессовать из блока для замены, подбора ремонтного размера и т.д. Другими словами, официально гильзованный по данной технологии блок стал непригодным для ремонта, то есть началась эра одноразовых моторов. Затем многие производители и вовсе отказались от чугунных гильз в алюминиевом блоке цилиндров.
Совет по расточке блока цилиндров
Самая лучшая расточка цилиндра делается на специальном расточном станке, цилиндр будет идеально расточен, правда это еще зависит и от мастерства расточника. Расточка вручную может не дать идеального цилиндра, а это потеря времени. Поэтому лучше не мучиться, растачивая цилиндр руками, а узнать где есть поблизости мастерская по расточки цилиндров.
Как расточить цилиндр в домашних условиях. Видео.
https://youtube.com/watch?v=KGuR4nQkkEg
Часто водители сталкиваются с вопросом, как расточить блок цилиндров в домашних условиях? Есть ли смысл в подобной процедуре? Все потому, что шлифовка блока является достаточно сложным процессом, и не всегда можно выполнить ее самостоятельно. Вероятно, время и силы будут потрачены впустую. Прежде всего, вызовет сомнения качество проведенных работ.
Как расточить блок цилиндров в домашних условиях? Сразу нужно сказать, что есть реальный шанс обойтись без станка, а воспользоваться так называемыми общепринятыми методами. Опытные токаря советуют пользоваться специализированным оборудованием. С ним есть возможность подогнать цилиндр идеально, при условии, что работает профессионал. Растачивая блок руками, не всегда получаешь желаемый результат. Конечно, при отсутствии станка иного выхода не остается. Оптимальным данный вариант считается для силовых агрегатов, установленных на мотоциклах и мопедах.
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
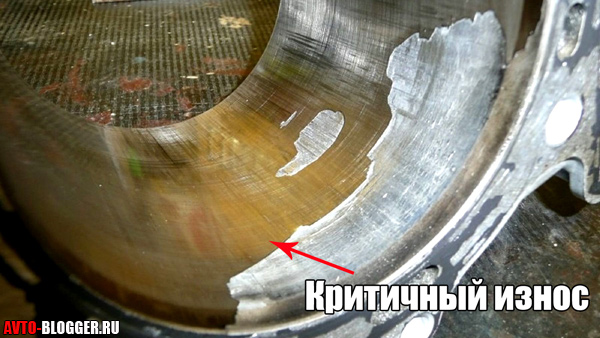
Причины выхода из строя цилиндра

Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Замена поршня и расточка цилиндра

Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.

Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Растачивание отверстий [ править | править код ]
Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Устройство расточного резца
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.