Гильзовка цилиндров
Содержание:
- Тандемный насос
- Виды гильз цилиндра
- Для чего выполняется гильзовка блока?
- Народные способы
- Восстановление блока цилиндров гильзами ремонтного размера
- Как осуществляется гильзовка
- Почему появляются задиры?
- Для просмотра онлайн кликните на видео ⤵
- Все ли моторы подаются расточке
- Как гильзуют блок цилиндров
Тандемный насос
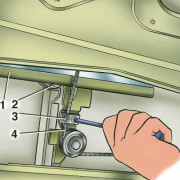
Двигатели, обладающие насос-форсунками, предусматривают установку двухсекционных тандемных насосов. Внешняя секция обеспечивает доставку дизельного топлива в топливную рампу, а вакуумный насос спрятан во внутренней секции.
Одной из проблем насоса являются периодические протечки, после чего в салоне наблюдается характерный запах солярки. Не исключен и вариант попадания топлива в вакуумный насос, где происходит его смешение с моторным маслом. В ряде случаев масло проникает во внешнюю секцию, попадая к топливу.
Устранение проблемы осуществляется путем смены прокладок, продаваемых в составе ремонтных комплектов. В него же входят и пружины под лопатки насоса. Необходимость их смены можно определить по проблемному пуску двигателя, связанному с недостаточной скоростью образования необходимого давления (норматив 7 бар) в системе.
Еще одним проблемным местом тандемного насоса выступает штуцер, расположенный во внутренней секции. Он отличается неудачным креплением, что со временем ведет к расшатыванию. В результате вакуумный насос теряет в эффективности, заметить которую можно даже по качеству работы тормозной системы. При появлении подсоса устранить проблему можно при помощи обычной холодной сварки, заделав поврежденный участок.
В каталоге контрактных запчастей «АвтоСтронг» всегда можно приобрести тандемный насос для двигателя Volkswagen 1.2 TDI, 1.4 TDI, 1.9 TDI или 2.0 TDI.
Виды гильз цилиндра
По типу конструкции гильзы подразделяются на 3 основные группы:
«Мокрые» гильзы цилиндров
ДВС, работающий с водяным охлаждением, имеет, соответственно, полость в блоке цилиндров, называемую водяной рубашкой. Фактически, гильзы непрерывно омываются охлаждающей жидкостью, чтобы не допустить их перегрева и, как следствие, не произошло заклинивания перегретых поршней в цилиндрах (из-за нерасчетного термического расширения). Такая схема называется «мокрой». Разумеется, в этом случае отвод тепла более эффективен, однако картер с такой схемой крепления цилиндров имеет меньшую жесткость.
Данная схема «сепаратных мокрых» гильз имеет и еще одно преимущество – высокую ремонтопригодность, а потому она чаще всего применяется в двигателях для тракторов, специальной техники и даже танков и других боевых машин.
«Мокрые» гильзы не нуждаются в доработке (например, в обточке) перед установкой. Изношенные гильзы просто заменяют без ремонта, при этом мотор даже не нужно демонтировать.
Поскольку «сепаратные» гильзы крепятся в картере по отдельности, то это автоматически означает наличие зазоров в местах соприкосновения гильз и корпуса блока цилиндров. А значит, потенциально может произойти прорыв газообразных продуктов сгорания топлива в рубашку или же, наоборот, просачивание охлаждающей жидкости в камеру сгорания (особенно если есть проблемы с системой зажигания и топливо на нескольких тактах не воспламеняется и не создает внутреннего давления).
Для предотвращения таких прорывов гильзы комплектуются уплотнительными прокладками. Хонингование внутренней поверхности цилиндра производится еще и затем, чтобы на ней образовывалась и могла стабильно удерживаться масляная пленка для уменьшения трения о стенки поршневых уплотняющих колец. Практически все современные автомобили оснащаются «мокрыми» гильзами.
«Сухие» гильзы
Так называются те гильзы, которые не имеют непосредственного соприкосновения с охлаждающей жидкостью. Это не значит, что двигатели с «сухими» гильзами – это моторы с воздушным охлаждением. Чугунная гильза вставляется в корпус блока цилиндров двигателя, выполненного из более легкого металла. Таковы, например, некоторые двигатели производства HONDA, Volkswagen, Land Rover, VOLVO, AUDI.
«Сухие» гильзы крайне удобны с точки зрения проведения капитального ремонта двигателя. Их можно не менять, а растачивать, причем несколько раз, продлевая тем самым ресурс мотора.

Японский автопроизводитель ISUZU устанавливает в двигатели собственного изготовления тонкостенные стальные гильзы, которые к тому же покрыты изнутри пористым хромом. Механической обработке такие детали подвергать нельзя. Они размещаются в блоке цилиндров без натяга, но с незначительным усилием и фиксируются, во-первых, за счет широкого бурта, которым гильза прижимается к головке блока, а во-вторых, за счет термического расширения металла, в результате чего гильзу распирает в посадочном отверстии.
Поскольку «сухие» гильзы являются пассивными элементами в двигателе с точки зрения обеспечения прочности корпуса силового агрегата (то есть гильзы не несут нагрузки), за них это делает сам корпус. А блок цилиндров при этом может иметь сложное сечение с многочисленными ребрами жесткости. Поэтому конструкция ДВС с «сухими» гильзами потенциально имеет большую прочность.
Гильзы цилиндров для двигателей с воздушным охлаждением
Блок-картерный тип отливки блока цилиндров для «сухих» гильз в данном случае неприменим. Из-за подобного усложнения неизбежно ухудшится теплоотвод от области камеры сгорания. Поэтому в ДВС с воздушным охлаждением используют литые цилиндры с оребрением для лучшей теплоотдачи. Ребра располагаются перпендикулярно оси цилиндра (но параллельно вектору движения мотоцикла, если речь о нем, чтобы обдувающие потоки воздуха эффективнее снимали тепло с ребер).
Гильзы цилиндров с воздушным охлаждением крепятся к верхней части картера ДВС (где располагается коленвал) с помощью анкерных шпилек. Такие гильзы могут быть монометаллическими (то есть изготовлены из металла одного вида) или же биметаллическими (то есть из сплава).
Для чего выполняется гильзовка блока?
Состав работ при капитальном ремонте двигателя автомобиля определяется характером дефектов цилиндров и включает соответствующие технологические операции для их устранения. В зависимости от неисправности выполняется расточка или гильзовка блока. При проведении расточки со стенок цилиндра срезается слой металла, чтобы восстановить требуемые параметры стенок. Затем в цилиндр устанавливают поршень соответствующего ремонта с поршневыми кольцами. Гильзовка же проводится в случаях обнаружения дефектов, параметры которых не дают возможности устранить неисправность с помощью расточки даже до последнего ремонтного размера.
Гильзование БЦ выполняется также для цилиндров, которые до этого уже растачивались до максимального ремразмера.

Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.

Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон.

Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.

Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия.

Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.

Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.

При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.

Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.

От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.

Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Как осуществляется гильзовка
Процесс гильзования подходит для любых видов моторов. Работа может отличаться в зависимости от материала детали или типа гильзы. Не всегда обязательна замена всех гильз.
«Сухие» и «мокрые» гильзы

«Сухой» называют гильзу, которая не соприкасается с охлаждающей жидкостью. Такие гильзы составляю одно целое с БЦ поэтому ремонту подлежит вся конструкция.
Преимуществом «сухих» втулок является то, что предусмотрены заготовки с запасом по внешнему диаметру и длине, что позволяет запрессовывать их в конструкцию даже после последней расточки.
Внешняя сторона «мокрой» гильзы соприкасается с охлаждающей жидкостью. Они обеспечивают больший отвод тепла. В новых моделях автомобилей мотор уже гильзован, в таких случаях обычно используют «мокрые» гильзы. Ремонт таких втулок гораздо проще и может производиться без извлечения двигателя. И главное преимущество в том, что можно заменить только изношенную или повреждённую гильзу, не заменяя все остальные.
Чугунные и алюминиевый
У большинства двигателей блок изготовлен из чугуна (зачастую легированного). Такие конструкции отличаются прочностью и износостойкостью, однако имеют большой вес. Споры о том, какой лучше: чугунный или алюминиевый — всегда актуальны среди автолюбителей. Главными преимуществами алюминиевого блока являются его вес, низкая стоимость, устойчивость к высоким температурам.
Процесс гильзовки блока цилиндров
В первую очередь производят расточку для достижения точного ремонтного размера. Следующий этап — хонингование. Это процесс, который позволяет корректировать форму, устранять шероховатости поверхности заготовки. Когда все подготовительные этапы завершены, можно переходить непосредственно к гильзовке блока цилиндров.
Рассмотрим подробно процесс так называемого горячего гильзования. Он предполагает установку «сухой» гильзы. Этапы:
- БЦ нагревается до высокой температуры (около ста пятидесяти градусов);
- Втулка охлаждается в азоте, затем обрабатывается средством, которое предотвращает образование конденсата при установке холодной гильзы в горячий блок;
- Установка гильзы в гнездо.
Такой метод позволяет гильзе легко и надежно закрепиться в гнезде.
Также используется метод запрессовки. Он имеет место в ситуациях, когда двигатель из алюминия не растачивается перед гильзовкой. Тогда гнездо предварительно обрабатывают герметиком и запрессовывают втулку.
Процесс гильзовки требует опыта и внимательности мастера, поэтому производиться в автомастерских профессионалами.
Обкатка авто после гильзовки
Обкатка авто – это процесс притирки деталей друг к другу. Некоторые производители рекомендуют до определённого пробега не превышать обороты и соблюдать скоростной режим. К слову, отношение к обкатке двоякое. Многие автолюбители игнорируют этот момент, что зачастую приводит к быстрому износу и выходу из строя узлов и деталей.
Чтобы двигатель работал исправно и прослужил долгий срок, после гильзовки блока рекомендуется соблюдать следующие рекомендации:
- Не превышайте обороты двигателя, держите средние;
- Будьте внимательны и осторожны с педалью газа первую 1000 км;
- Смените масло через 100-200 километров, чтобы избавиться от образовавшейся стружки.
Почему появляются задиры?
Причин этому явлению несколько:
- Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
- Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
- Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
- Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда — металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
- Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.
Для просмотра онлайн кликните на видео ⤵
Хон или зеркало? Научно-практический коментарий Подробнее Хон или зеркало? Мое мнение. Подробнее
Зеркало или все таки хонингование Подробнее
Теория ДВС: Что такое ХОН? Подробнее
“Зеркало” или хон и дырки (в поршне) часть 1 – Хон. Подробнее
Хон? Или хон? Или все таки зеркало? Подробнее
Что такое хонингование цилиндров двигателя? Особенности, как делается и для чего нужно? Подробнее
“Зеркало” или хон и дырки (в поршне) часть 2 – Зеркало и износ колец. Подробнее
Зеркальные цилиндры. Мерседес подсмотрел технологию у дяди Сережи. Подробнее
10 лет двигателю что работал на зеркальных цилиндрах Подробнее
Разборка двигателя работавшего на цилиндрах расточенных под зеркало Подробнее
Инновационные НАНО ПОРШНИ из Сколково Подробнее
Почему Двигатель после ремонта не Тянет и Жрет масло Подробнее
Гильзовка блока цилиндров.Украина/BLOCK machining,cylinders replacement# Engine rebuild Ukraine Подробнее
хон в цилиндре , или зеркало ?! Подробнее
Почему Зеркало лучше в Цилиндре чем Хон и сборка двигателя ВАЗ Классика Подробнее
Каждый спец боготворит хон сетку. Сравните хону с заострением и карцованую поверхность.. Не верьте Подробнее
Хонингование с зеркалом на цилиндре (субтитры) Подробнее
Полировка цилиндра в зеркало после расточки . Подробнее
Все ли моторы подаются расточке
Расточка блока цилиндров – это стрессовая ситуация для двигателя, и выдержать ее может далеко не каждый мотор. Решающим фактором в вопросе «Можно ли растачивать блок цилиндров?» является материал, из которого он изготовлен.
Чугун. Идеальный материал для расточки
Он недорогой и крайне прочный, что важно при расточке. Мастерам достаточно будет выточить цилиндры до требуемого размера, после этого установить поршни подходящего размера, и на этом можно считать тюнинг или ремонт завершенным
Но нельзя забывать и о минусах чугуна – он очень тяжелый, плохо отводит тепло и велик риск возникновения коррозии.
 Алюминий. В отличие от чугуна, алюминий гораздо легче и менее подвержен коррозии. Его часто применяют в качестве материала для блока цилиндров. При этом мастера называют такие блоки «одноразовыми». Иначе говоря, из-за мягкости алюминия мало кто решается взяться за его расточку. Дело в том, что когда на заводе отливается блок цилиндров из алюминия, внутри цилиндры покрываются специальным налетом, призванным защитить их от излишнего износа. Соответственно, если растачивать алюминиевый блок цилиндров, потребуется также покрыть внутри цилиндры этим самым налетом, что дорогостояще. Но здесь есть выход – установка специальных гильз, что тоже имеет массу нюансов, и мы поговорим подробнее об этом чуть ниже.
Алюминий. В отличие от чугуна, алюминий гораздо легче и менее подвержен коррозии. Его часто применяют в качестве материала для блока цилиндров. При этом мастера называют такие блоки «одноразовыми». Иначе говоря, из-за мягкости алюминия мало кто решается взяться за его расточку. Дело в том, что когда на заводе отливается блок цилиндров из алюминия, внутри цилиндры покрываются специальным налетом, призванным защитить их от излишнего износа. Соответственно, если растачивать алюминиевый блок цилиндров, потребуется также покрыть внутри цилиндры этим самым налетом, что дорогостояще. Но здесь есть выход – установка специальных гильз, что тоже имеет массу нюансов, и мы поговорим подробнее об этом чуть ниже.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
https://youtube.com/watch?v=elDOkGrSIJk