Расточка и гильзовка блока цилиндров
Содержание:
- Установка гильз
- Уход за пузыреплодником
- Расточка и гильзовка блока
- Гильзование запрессовкой
- Особенности по гильзовке блока цилиндров
- Примерная стоимость замены и сроки в автосервисах
- Положительные моменты гильзования
- Инструкция: гильзовка блока
- Материал изготовления блока цилиндров
- Примеры цен
- Отличия выполнения хонингования на разных двигателях
Установка гильз
После расточки и подбора вставки оптимального размера приступают к процессу гильзовки.
Все гильзы делятся на два основных вида: «сухие» и «мокрые».
«Сухие» вставки получили свое название в связи с отсутствием контакта с охлаждающей жидкостью. Они не имеют уплотнительных элементов.
«Мокрые» же вставки одной своей стороной контактируют с системой охлаждения, поэтому они обжимаются уплотнительными прокладками для предотвращения попадания среды в рабочее пространство цилиндра и газов их рабочего блока в систему охлаждения.
Данные детали различаются по способу установки.
Установка сухих гильз
Сухие гильзы монтируются в блок цилиндров методом запрессовки. Этот процесс относится к наиболее сложным из всех видов гильзования.
Процесс «сухой» гильзовки в своем привычном варианте требует изменения температуры ремонтных деталей.
Гнездо для гильзы нагревается до высокой температуры (около +150 °С), в то время как сама втулка охлаждается с помощью жидкого азота.

После охлаждения гильзы ее поверхность обрабатывается средством для предотвращения образования конденсата.
Установка гильз производится методом их помещения в гнездо. Они принимают необходимое положение под собственным весом или в результате непродолжительного постукивания молотком.
Благодаря такому методу гильзования достигается высокая плотность посадки и оптимальный натяг в месте соприкосновения деталей.
 Однако данному трудоемкому процессу есть эффективная альтернатива – использование при запрессовке гильзы сухого смазочного материала, например, MODENGY A — MOLY.
Однако данному трудоемкому процессу есть эффективная альтернатива – использование при запрессовке гильзы сухого смазочного материала, например, MODENGY A — MOLY.
На поверхности гильзы создается смазочный слой, содержащий частицы дисульфида молибдена. Он снижает коэффициент трения в процессе установки гильзы и предотвращает образование задиров при запрессовке.
Материал наносится распылением из аэрозольного баллона. После запрессовки остатки состава необходимо удалить методом продувки.
Такой способ запрессовки исключает необходимость нагрева блока цилиндров и охлаждения втулки в жидком азоте, благодаря чему значительно упрощается процесс гильзовки.
Установка мокрых гильз
Мокрые гильзы монтируются значительно проще, чем сухие. Их установка не предусматривает повышения или понижения температуры деталей.
Мокрые гильзы легко достаются из гнезда вручную, после чего так же просто устанавливаются в блок цилиндров.

Сначала гильзу вставляют без уплотнительного эластомерного элемента для проверки правильности подобранного размера втулки и отсутствия защемления при монтаже. При возникновении неточностей корректируют размер деталей.
Окончательный монтаж осуществляют при наличии уплотнений на гильзе. Втулку устанавливают медленно, нельзя допускать резких движений и сильных ударов молотком.
Уход за пузыреплодником
Куст тяжело выдерживает засуху, по этой причине в первую очередь необходимо побеспокоиться о уместном поливе (летом — 2 раза в неделю). Но почву увлажняют рано утром либо вечером и так, чтобы воды не попадала на листья и соцветия. Поскольку из-за солнца листья могут обгореть.
В случае, если кусты не замульчированы, то после полива землю разрыхляют и постоянно пропалывают сорняки.
При высадке пузыреплодника в плодовитую землю вписывать удобрения не необходимо, но через пару лет культуру нужно начать удобрять 2 раза в год. Весной применяют 0,5 л коровяка и 1,5 ст.л. аммиачной селитры или 1ст.л. мочевины (карбамида). Все это разводят в 10 л воды и изливают под одно растение. Для куста старше 10 лет потребуется приблизительно 15 л подобного плодородия. В осеннее время пузыреплодник удобряют нитроаммофоской (2 ст.л. на 10 л воды). На куст расходуют 10–15 л удобрения.
Обрезка и формирование пузыреплодника
Обрезка пузыреплодника по весне обязана быть и санитарной, и формирующей. В то же время убирают все обломанные, нездоровые, подмерзлые ветки, а ещё те, какие вырастают внутрь куста и загущают крону. Остальные отростки обрезают так, чтобы куст получил симпатичную форму.
В осеннее время стрижка пузыреплодника необходима для того, чтобы растение безопаснее прозимовало. В это время удаляют все испорченные и сухие отростки, после чего их сжигают, чтобы уничтожить паразитов, какие любят помещаться на зимовку на сухих ветках.
Омолаживающую отрезку кустика (на пень) совершают в возрасте 5–6 лет. При этом срезы на толстых отростках рекомендуют замазать садовым варом, чтобы туда не пробрались грибки и бактерии.
Болезни пузыреплодника
Пузыреплодник почти не болеет и не повреждается паразитами. Но если кусту недостаточно калорийных веществ (к примеру, железа и магния), то имеет возможность появиться хлороз. Тогдалисты (исключая жилки) желтеют, а юные отростки увядают. Для того, чтобы уберечь куст, его поливают под корень Антихлорозом либо Хелатом железа.
Зимовка пузыреплодника
Зрелые насаждения хорошо зимуют в средней полосе без убежища, а вот юные саженки в осеннее время утепляют: после обрезки и мульчирования торфом (слоем 5–7 см) их покрывают лапником. Если у зрелого пузыреплодника ослаблен иммунитет, и предвидится морозная и бесснежная зима, то кусты лучше бережно стянуть шнуром и утеплить колпаком для убежища растений на зиму либо обвернуть куст спанбондом.
Пересадка пузыреплодника
Пузыреплодник хорошо выдерживает пикировку. Мочковатая корневая система, какая представлена как правило побочными корнями без вывода главного, благоприятствует более обычному выкапыванию и высадке.
Пикировка может выполняться 2‑мя методами:
- Перевалкой — пикировкой кустарника на новое место. Растение раскапывают с большим комом земли, не нарушая корневую систему, и опускают в подготовленную яму;
- Высадкой в яму с дерновой землей. Это выполняют, когда растение кажется слабым и болезненным. До пересаживания кустарник осматривают, перебирают корешки и обрабатывают их древесной золой.
Расточка и гильзовка блока
В процессе капитального ремонта стенки цилиндров растачивают для удаления повреждений. Расточка — метод механической обработки деталей, который заключается в удалении слоя металла.
Несколько расточек можно проводить без последующей гильзовки. Если расширение отверстия не оказало значительного влияния на объем цилиндра, то увеличивают размер поршневых колец и блок цилиндров в таком виде функционирует до следующей расточки.
После того, как гнезда были расточены до максимального размера или в случае снятия большого слоя металла для удаления повреждений стенок цилиндров, осуществляют гильзовку цилиндров.
Гильзы могут устанавливаться как в ремонтируемый двигатель, так и в новый. Чаще всего на заводах в транспортные средства ставят «мокрые» гильзы.
При ремонте меняют только изношенные гильзы. Необходимости в единовременной установке всех новых втулок нет.
Гильзовка является универсальным методом восстановления работоспособности блока цилиндров любого вида.
Для осуществления гильзовки необходимо подобрать втулку подходящего размера, расточить цилиндр для придания его стенкам необходимых характеристик и установить гильзу тем способом, который соответствует виду гильзы.
Важно правильно расточить поверхность цилиндра, чтобы посадочные гнезда под гильзы имели необходимую геометрию. В противном случае все дефекты, имеющиеся на стенках цилиндра, появятся на вставке и поршень не сможет оптимально двигаться в загильзованном цилиндре.. Многие автовладельцы не обращаются в автомастерские для установки гильз в блок цилиндров
Они осуществляют этот процесс самостоятельно.
Многие автовладельцы не обращаются в автомастерские для установки гильз в блок цилиндров. Они осуществляют этот процесс самостоятельно.
Гильзование запрессовкой
Гильзы сухого типа устанавливать в блок методом запрессовки профессионалы не рекомендуют. Данный метод осуществим лишь при небольшом значении натяга 0,05 мм и меньше. Кроме этого гильзу приходится делать толстой, иногда до 4 мм, чтобы избежать искажения во время самого процесса запрессовки. Также существует риск искажения гильзы во время работы двигателя из-за остаточного напряжения внутри, которое образуется при данном методе.
Гильзовка блока Porsche Cayenne:
Что ещё можно почитать:
- Киа Оптима 2021 получит рестайлинг кузова
- Твой Бизнес-класс – Киа Оптима!
- Новый БМВ Х3 позаимствовал многое у старших братьев.
- Порше 911 Турбо S 2021 – Долой классику, да здравствует гибрид!
- Тойота Хайлюкс 2021 года – Тяжеловес с большим багажником
- Рено Латитьюд 2021 – Настоящий классический бизнес-седан
- Порше Панамера 2021 – Новая модель премиального седана
- Шкода Рапид Спейсбек – Видео с тест-драйва, технические характеристики и отзывы
Похожие посты:
- Авто новинки 2021 года
- Новинки авто 2021 года на…
- Мазда СХ-5 2021 – Агрессивные…
- KIA Optima 2021 – Бизнес по новому
- Updated: Вместительный Шевроле…
- Хендай Туссан 2021
- Как сделать шумоизоляцию авто своими руками?
- Как увеличить клиренс автомобиля своими руками
- Как сделать пеногенератор для автомойки своими руками
Posted Under
Ремонт Автомобилей
Все автомобили
- AUDI
- BMW
- CHEVROLET
- CITROEN
- DATSUN
- FORD
- Genesis
- GREAT WALL
- HAVAL
- HONDA
- HYUNDAI
- INFINITI
- KIA
- LAND ROVER
- LEXUS
- LIFAN
- MAZDA
- MERCEDES-BENZ
- MITSUBISHI
- NISSAN
- OPEL
- PEUGEOT
- Porsche
- RAVON
- RENAULT
- SKODA
- SUBARU
- SUZUKI
- TOYOTA
- VOLKSWAGEN
- VOLVO
- Автомобили
- Американские Авто
- Ваз (Лада)
- Внедорожники и кроссоверы 2019
- Китайские Автомобили в России
- Корейские Авто
- Мотоциклы
- Немецкие Авто
- Новости
- Ремонт Автомобилей
- Российские Авто
- Советы Автомобилистам
- Суперкары
- Тест-Драйвы
- УАЗ
- Фотографии и Обои
- Французские Авто
- Шины и Диски
- Электрокары
- Японские Авто
VIEW ALL CARS FOR COMPARE
Copyright Autoshaker.ru. Копирование информации только с разрешения администрации сайта
Особенности по гильзовке блока цилиндров
Необходимо учитывать материал, из которого изготовлен блок цилиндров (алюминий или чугун), а также вид изделия ― с гильзой или цельный. В некоторые алюминиевые блоки цилиндров нельзя устанавливать поршни ремонтного размера. Особенность цельных БЦ, изготовленных из чугуна, ― нанесение хона на стенки цилиндров. Достаточно редко можно встретить моторы с установкой стальных гильз в чугунном БЦ. Алюминиевые блоки цилиндров обычно выпускаются с гильзами, варианты цельнолитых БЦ встречаются значительно реже.
Сегодня автопроизводители отдают предпочтение блоку цилиндров из алюминия с установленными «сухими» гильзами. На стенки гильз наносится специальное покрытие для улучшения прочностных характеристик и износостойкости втулки. Взаимодействие поршня и поршневых колец происходит именно со стенками гильзы. Выпускаются БЦ из алюминия с возможностью применения ремонтных поршней и гильзовкой.

Существует вариант блока цилиндров из алюминия, в который при ремонте нельзя поставить поршни и кольца увеличенного размера. Деталей для таких ремонтных работ изготовители просто не выпускают. Однако блоки цилиндров этого типа также гильзуют. Следует помнить, что проблемы обычно возникают при установке гильз в алюминиевые БЦ, а с блоками из чугуна сложностей нет.
Первая проблема связана с очень значительной стоимостью оригинальных гильз для двигателей с предусмотренной изготовителем возможностью гильзования. Это делает экономически бессмысленным гильзование БЦ втулками из алюминия всего блока. Прибегать к такому способу целесообразно при установке одной гильзы.
В качестве альтернативного решения применяют установку втулок из чугуна в алюминиевые БЦ. Такой метод достаточно успешно используют мастера в России и других бывших советских республиках. При выполнении ремонтных работ необходимо обеспечит правильный натяг между втулкой и БЦ. До установки гильзы требуется выполнить комплексные замеры
Особое внимание надо обратить на подбор тепловых зазоров и обеспечение нужного отвода тепла.

Необходимо учитывать нюансы, возникающие при установке гильзы в один цилиндр. Такая операция может привести к нарушению геометрии соседнего цилиндра. Специалисты также оценивают возможность использования метода запрессовки или свободной посадки. При свободной посадке охлажденная гильза устанавливается в нагретый блок цилиндров. При этом способе установки нужно использовать герметик.
В нашу компанию вы можете обратиться за гильзовкой блока цилиндров.
Цены действительны с 1 октября 2022 года
|
Двигатель |
Цена, руб. |
|
ВАЗ |
3 900 руб. |
|
Ока |
1 900 руб. |
|
Таврия |
3 900 руб. |
|
УАЗ Ø 100 мм |
7 500 руб. |
|
Иномарки легковые алюминий (за цилиндр) гильза чугун |
3 350 руб. |
|
Иномарки легковые чугун (за цилиндр) гильза чугун |
2 900 руб. |
|
Иномарки V-образные алюминий (за цилиндр) гильза чугун |
4 000 руб. |
|
Иномарки V-образные чугун (за цилиндр) гильза чугун |
3 600 руб. |
|
Иномарки грузовые (за цилиндр) |
3 500 руб. |
|
Перепрессовка поршней иномарка |
300 руб. |
|
Перепрессовка поршней отечественная |
150 руб. |
|
Мойка блока легковые |
500 руб. |
|
Мойка блока грузовые |
700 руб. |
Примерная стоимость замены и сроки в автосервисах
Гильзование проводится на стационарном оборудовании, которое есть в крупных автосервисах. Здесь же работают квалифицированные автомеханики, умеющие выносить грамотные решения. На месте удастся купить гильзу цилиндра.
Примерные цены на гильзование (рубли), в зависимости от модели автомобиля:
- ВАЗ, ГАЗ без заводских гильз — 1500-2000;
- УАЗ со штатными втулками — 5000-6000;
- чугунный блок иномарок с рядным мотором — 2000-3000;
- алюминиевый с рядным ДВС — 4000;
- V-образный чугунный — 3500-4000;
- V-образный алюминиевый — 4000-5000.
Отдельно стоит услуга изготовления втулок. Для отечественных машин и иномарок это стоит одинаково (2000 рублей). Также порознь считается цена подгонки мокрых вставок по высоте и работы по герметизации. А ещё в сервисах дополнительно проводится дефектация гильз цилиндров.
Преимущества ремонта или восстановления гильзы неоспоримы. Это возможность неплохо сэкономить на капитальном ремонте, ведь новый блок цилиндров — большие деньги. Кроме того, БЦ является номерной деталью силового агрегата. Установка нового по закону требует разрешения. А в нашей стране это занимает много времени, так как не устранены ещё ошибки бюрократического аппарата.
Положительные моменты гильзования
Гильзы берут на себя функции стенок цилиндра благодаря стойкости:
- К коррозии.
- К механической и термической нагрузке.
- Качественных материалов.
Гильзование позволяет восстановить двигатели, если:
- Вышли из строя цилиндры.
- Нельзя провести расточку.
- Изношены стенки.
- Ремонт проводился ранее по максимальным размерам.
Гильзировкой продлевают и улучшают эксплуатацию автомобиля, когда стенки цилиндров вышли из строя по причине:
- Нагрузок, созданных поршневыми кольцами и горячими газами.
- Отсутствовала смазка элементов.
- Сопряженные детали изготовлены из некачественного материала.
- Износ произошел по времени и пробегу.
Исправная работа двигателя после гильзовки гарантирована при условии:
- Авто пройдет обкатку, чтобы детали осуществили притирку между собой. Для этого необходимо соблюдение скоростного режима до прохождения конкретного пробега.
- Нельзя ездить на превышенных оборотах – только на средних.
- Скорость резко не увеличивать на первых километрах.
- Периодически проводить смену масла в соответствии с рекомендациями автомеханика.
Сухие втулки наделены преимуществом в отношении своих размеров, их диаметр и длина позволяет выполнять запрессовку после последних расточек. Изделия, изготовленные по «мокрой» технологии, внешней стороной касаются с жидкостью, которая охлаждает втулку и отводит тепло.
Новые автомобили имеют гильзованные моторы, которые просто поддаются ремонту, их даже не нужно снимать. Основным преимуществом гильзования является возможность замены только изношенных или поврежденных втулок, не затрагивая остальных.

Инструкция: гильзовка блока
Гильза блока цилиндров — это внутренняя оболочка или съёмная металлическая вставка, в которой уже непосредственно перемещается поршень двигателя. Ремонт необязательно проводится с обновлением всех втулок. Они прежде замеряются, после чего специалист выносит решение о замене гильзы цилиндров.
Процедура на мокрых втулках осуществляется так — старая деталь вытягивается, на её место ставится новая. Сухие детали меняются двумя способами: холодным и горячим. Метод термической обработки считается наиболее качественным, так как втулка обрабатывается антиконденсатным составом, а блок нагревается. Новая деталь предварительно окунается в жидкий азот, после чего вставляется в гнездо.
Для вытаскивания старых элементов желательно использовать съёмник гильз цилиндров.

как снимают втулку
Таким образом, процедура состоит из нескольких этапов:
- нагрев блока до 1500 градусов Цельсия;
- обработка вставки специальным составом, избавляющим от водяного конденсата при монтаже;
- охлаждение гильзы в жидком азоте;
- нанесение герметика внутрь гнезда;
- установка или запрессовка втулки, обычно с натягом 0,03-0,04 мм.
Обычно гильзовке сопутствует расточка и хонингование. Соблюдается правильная геометрия гнёзд под новые ремонтные втулки. Если поверхность гнезда не шлифуется, неправильный эллипс передастся впоследствии направляющей вставке. Это влечёт за собой повреждение поршней со всеми вытекающими последствиями. Шлифуют не только цилиндр, но и рабочую (внутреннюю) поверхность гильз. Это делается в целях плотной посадки детали в гнездо.
Ремонтная гильза цилиндра двигателя должна отвечать следующим требованиям:
- их конусность и эллипсность не должна превышать 0,02 мм;
- разность толщины между отдельными втулками быть не более 0,01 мм;
- поверхность соответствовать 8-10 классу точности.
Если готовых гильз нет, они делаются в специальных заготовках. Как правило, для этого используют специальный антифрикционный чугун, полученный центробежным литьём. Такой способ даёт оптимальный результат по соотношению цена/качество. Что-то одно должно быть мягче или твёрже в паре трения.
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.

Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.

В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.

Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.
Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров – одна из частых операций, которая производится в ходе капитального ремонта двигателя.
О гильзе
Это неотъемлемая составляющая любого двигателя внутреннего сгорания с чугунным или алюминиевым блоком. Гильза является съемной втулкой, что устанавливается в блок цилиндров. Она выполняет роль стенок, в которых двигается поршень. Размеры гильзы определяют рабочий объем цилиндра и камеры сгорания. Процесс установки данной втулки в блок называется гильзовкой. Операция производится после тщательной подготовки, с применением специального оборудования.
Примеры цен
Стоимость колеблется в зависимости от регионов, в столице от 1800 до 3000 рублей за весь мотор для отечественных авто и от 8000 до 15000 для импортных. В Санкт-Петербурге цены практически идентичны московским. В остальных областях ценовая политика находится в таком диапазоне (стоимость гильзы не учитывается, руб за цилиндр):
- ВАЗ, Таврия – 1100 за мотор.
- Москвич 407, 408, ГАЗ-52, Соболь – от 1250.
- УАЗ 421 – 1600.
- Обычным блок (иномарки) – от 1500.
- Наклонный и V-образный блок (иномарки) – от 2400.
- Алюминиевые блоки (без гарантии) – от 2000.
- Компрессор 1-цил. – 1300 за мотор.
- Компрессор 2-цил. – 2000 за мотор.
Нужно отметить, что услуга по изготовлению зависит от материала изготовления и находится в пределах 1100-2500 руб за одну втулку.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
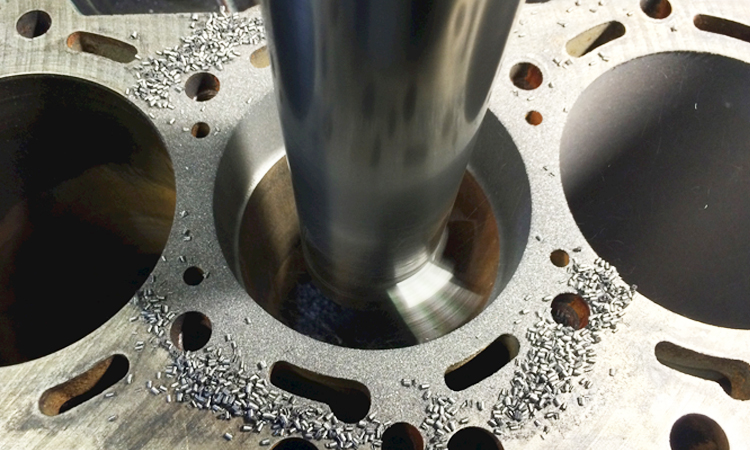
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.