Из чего делают ткань карбон и где используется этот материал?
Содержание:
Критерии выбора
Выбор телескопического спиннинга нужно производить только среди качественных образцов.
В силу особенностей своей конструкции, эти удилища могут иметь от 3 до 8 составных элементов (колен). Осмотр следует начинать с мест их соединения – стыковочных узлов, от надежности которых зависит надежность и прочность всей палки. Эти соединения должны быть плотными, без малейшего люфта.
Также при выборе спиннинга, необходимо учитывать характеристики предполагаемого места лова, параметры используемых приманок, а также – размер и вес ожидаемых трофеев. Чем дальше вам необходимо будет делать заброс, чем крупнее приманки и размер возможной добычи, тем более прочным и качественным должен быть ваш спиннинг
Особое внимание обязательно уделите следующим стандартным характеристикам бланка:
- Материал изготовления.
- Тест палки.
- Строй.
- Длина удилища.
Для производства современных телескопических удилищ, в основном используются следующие материалы:
- Стекловолокно.
- Углепластик (карбон).
- Композитный материал.
Телескопические спиннинги, изготовленные из стекловолокна, относятся к наиболее дешевым вариантам.
Они достаточно прочны и неприхотливы, но имеют достаточно большой вес и, как правило, самое невысокое качество изготовления. Более других подойдут для только начинающих спиннингистов, а также для исследования поведения новых приманок.
Из углепластика, по мнению многих рыболовов, изготавливаются лучшие телескопические спиннинги. Ини имеют самое высокое качество, обладают высокой прочностью и чувствительностью. Кроме того, компактный телескопический спиннинг, выполненный из этого материала, будет самым легким среди всех прочих. Но, нужно знать, что за такие высокие потребительские качества, приходится платить достаточно высокую цену, из всех телескопов, углепластиковые – самые дорогие.
Композитный материал состоит из стекловолокна, как основы, с добавлением угольных составляющих. Вследствие этого, композитные бланки приобретают свойства, подходящие для большинства случаев. Они очень прочны, имеют высокое качество исполнения, достаточно чувствительны и сбалансированы, но не так легки, как удочки из углепластика, и не так дешевы, как палки из стекловолокна.
Тестовые значения
Значение данного параметра указывают на рекомендуемый производителем удилища вес приманок, которые можно применять при ловле, без опасения сломать или повредить его при забросе. Тест, как правило, указывается в виде двух цифр через дефис. Первая цифра показывает минимальный рекомендуемый вес приманки, при котором возможен правильный и эффективный ее заброс. Вторая цифра указывает максимальный разрешенный вес приманок.
Вес, в зависимости от модели спиннинга и его производителя, может указываться в граммах, унциях (oz) или фунтах (lb). В зависимости от этой характеристики, бланки делят на четыре основных класса:
- Самый легкий (ультра легкий) класс. Максимальный вес, рекомендуемых к применению с такими удилищами приманок, составляет обычно не больше 7 грамм.
- Легкий класс имеет тест от 7 до 18 грамм.
- Спиннинги среднего класса имеют тест от 18 до 40 грамм. Этот класс получил наибольшую популярность из-за своей универсальности. Такими удилищами можно ловить, используя самый широкий круг приманок.
- Тяжелый класс. Такие бланки имеют тест более 40 грамм. Применяются для ловли на тяжелые приманки.

Ниже будут приведены основные рекомендации по данному процессу:
Любая качественная снасть должна иметь индивидуальный футляр, рассчитанный под ее габариты и особенности конструкции
Необходимо обратить внимание на узоры графитных нитей: их симметричность свидетельствует о высоком уровне качества. Кольца должны иметь ровную структуру поверхности и обладать индивидуальной этикеткой, на которой содержится подробная информация об их производителе
Дополнительного осмотра требуют места, в которых кольца соединяются с удилищем: на них должны полностью отсутствовать любые сколы, пятна и прочие дефекты или механические повреждения.
При выборе удилища необходимо учитывать строй, тест, длину, вес, материал колец и самого бланка.
Как правило, при выборе удилища руководствуются такими принципами:
- качественное удилище имеет качественный футляр;
- узоры ниток графита не должны быть асимметричными;
- у качественного удилища должны быть хорошо проработаны все детали;
- кольца должны иметь отдельную этикетку с информацией о производителе;
- места соединения удилища и колец не должны иметь сколов и пятен.
Ручное ламинирование
Самый простой и самый старый метод в процессе штамповки. Технологический процесс называется ручным ламинированием. Поскольку должны быть соблюдены только минимальные технические требования, эта технология подходит для небольших серий и очень простых компонентов. Но как эта техника работает сейчас? При ручном ламинировании каждое волокно вручную пропитывается смолой с помощью кисти или валика. Затем следует модификация, а именно — шлифовка, покраска прозрачным лаком или аналогичные дополнительные шаги.
С другой стороны, эту технику трудно превзойти по возможности создания сверхлегких деталей.

Кованый углерод:

Forged Carbon (кованый углерод) один из типов карбона, Lamborghini разработала композит из углеродного волокна, который впервые был использован в Lamborghini Sesto Elemento. В отличие от обычных материалов из углепластика, Forged Carbon основан не на длинных, а на укороченных и прессованных пластиковых волокнах. Структура Forged Carbon очень похожа на камуфляж .
Феррари или льняной карбон:

Это карбон, который по структуре напоминает полотно — Canvas (полотняное переплетение 1 × 1), которое является ближайшей доступной углеродной тканой структурой. Пересечение систем нитей создает узор шахматной доски. Эта углеродная структура в основном используется в автомобилях Ferrari.
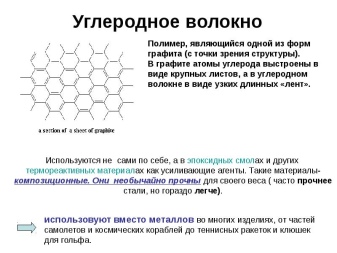
Изготовление и состав
Карбоновое полотно делают из тончайших нитей углерода диаметром 3-15 мкм, которые получают из полимерных материалов или органических волокон методом окисления, т. е. термической обработкой. Обугливание проводится в воздушной среде на протяжении суток при постоянной температуре 250 °C.
Затем углеродное волокно подвергают карбонизации. Материал помещают в автоклав с инертным газом, прокаливают при 800-1500 °C. Во время термической обработки происходит пиролиз: из волокон уходят летучие компоненты, а в структуре образуются новые связи. Далее готовый продукт проходит графитизацию – максимальное насыщение углеродом в автоклаве с инертным газом при 1600-3000 °C. Чем выше температура и дольше процесс, тем качественней, прочней становится волокно.

В зависимости от примененной технологии углеродные нити бывают резаными короткими или непрерывными (наматываются на бобины).
Изготовление углепластиковой ткани начинается с карбоновой сетки, для которой используются разные способы плетения: полотняное, саржевое, жаккардовое, сатиновое. Чтобы придать углепластику прочность и надежность, нити укладывают под определенным углом, меняя его каждый раз в следующем слое.
Готовое основовязаное полотно карбона скрепляют клеящими составами. Обычно применяются различные смолы: полиэфирные, винилэфирные, эпоксидные.
В производстве карбоновой ткани используют два метода:
| Способ | Особенности |
|---|---|
| Мокрый | Подготовленную сетку из волокон укладывают в автоклав в специальную форму. Пропитывают эпоксидными смолами, затем подвергают давлению свыше 10 атм. и полимеризации при 150 °C |
| Сухой | Для отвержения волокон используют более высокое давление – до 32 атм., температуру 200 °C. Благодаря этому получают карбон слоем 0,5 мм – тоньше, чем при мокром способе. |
В зависимости от предназначения основовязаной ткани, углеродные волокна подвергаются дополнительному армированию. Процесс проводят с помощью каучука, кевлара, пр. материалов.
Этапы отделки карбоном
Подготовительный
- Демонтаж деталей и очистка от загрязнений.
- Ошкуривание грубой наждачной бумагой для повышения адгезии.
- Защитное покрытие малярным скотчем участков, которые не будут подвергаться отделке, мест крепления и внутренних поверхностей.
- Выставление деталей на подставки для удобства и лучшего качества работы.
- Нанесение адгезионного состава, праймера для скрепления.
Основной этап
- Покрытие детали несколькими слоями эпоксидной смолы – каждый слой высыхает отдельно.
- Наложение карбоновой ткани. Укладывается несколько слоев так, чтобы нити полотен были разнонаправлены для получения сверхпрочной структуры.
- Нанесение нескольких слоев (7-14) эпоксидной смолы, при этом каждый слой должен высохнуть отдельно, что обеспечивает отличное качество результата, но замедляет процесс на несколько дней. Ускорить сушку можно при помощи инфракрасной лампы.
Завершающий этап
- Удаление излишков ткани.
- Обработка детали наждачной бумагой с зерном от грубой к мелкой фракции для выравнивания и достижения гладкости поверхности.
- Покрытие малярным скотчем лицевой поверхности детали и окрашивание стыков карбоновой отделки с пластиком.
- Отделка детали матовым или глянцевым лаком, бесцветным или цветным.
- Полировка поверхности.
Виды карбоновой пленки
С увеличением спроса на данный тип автомобильных товаров увеличилось количество производителей. Каждый месяц выпускаются новые расцветки, но стандартных видов всего несколько.

Разновидности карбоновых пленок
Наиболее распространенным типом считается пленка 2D. Она проста в производстве и стоит недорого. Изображение напечатано на материале и визуально имитирует карбоновую поверхность. Чтобы защитить состав от быстрого износа и всевозможных повреждений, на него наносят дополнительный ламинированный слой. То есть вся технология заключается в 2D печати узора карбонового покрытия, и нанесении специального защитного слоя.
Следующий вариант пленки – карбон 3D. Как правило, данный материал используется исключительно на отдельных элементах кузова транспортного средства. Она имеет рельефную поверхность. Визуально, подобный вид изделия в точности копирует фактуру карбона благодаря трехмерному изображению.
Вдобавок, качество заготовки можно оценить наощупь. Прикасаясь к поверхности можно почувствовать отдельные микроскопические полоски. В результате получается качественная поверхность, которая может изменять оттенок при взгляде на нее под разными ракурсами.
Более высокая цена у рулонов с 4D изображением. Такой материал практически не встречается в обычных магазинах. Чтобы приобрести 4D пленку карбон для авто нужно обратиться в специализированный сервис. Как правило, такие точки продажи качественных элементов для проведения ремонта и тюнинга работают в крупных городах. Ассортимент в них всегда большой.
Существует и усовершенствованные разновидности пленки карбон – 5D и 6D. Визуально такой слой смотрится на поверхности транспортного средства немного богаче предыдущих вариантов. Хотя, состоит он из тех же компонентов:
- Подложка;
- Качественная пленка;
- Прочный слой защиты.
Стоит современный материал достаточно дорого. Поэтому преимущественное количество владельцев использует пленку под карбон для салона автомобилей.
Чем отличаются 2D, 3D, 4 D, 5D и 6D карбоновые пленки визуально и на ощупь смотрите в видео:
Особенности
Названия углеволокно и карбон, а в ряде источников еще и углеродное волокно встречаются очень часто. Но представление о действительных характеристиках этих материалов и возможностях их использования у многих людей достаточно разное. С технической точки зрения, этот материал собран из нитей сечением не менее 5 и не более 15 мкм. Почти весь состав приходится на долю углеродных атомов — отсюда и название. Сами эти атомы сгруппированы в четкие кристаллы, которые образуют параллельные линии.

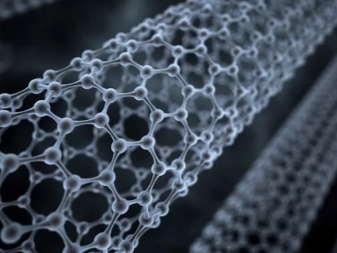
Подобное исполнение обеспечивает очень большую устойчивость к растягивающему усилию. Волокно из углерода нельзя считать совершенно новым изобретением. Первые образцы похожего материала получал и использовал еще Эдисон. Позднее, в середине ХХ века углеволокно пережило ренессанс — и с этого момента его использование неуклонно возрастает.
Технология производства
Получить углеродное волокно можно из самых разных типов полимеров. Режим обработки определяет две основные разновидности таких материалов — карбонизированный и графитизированный типы
Важное различие существует между волокном, получаемым из ПАН и из различных видов пека. Качественные волокна углерода, как высокопрочной, так и высокомодульной категории, могут иметь несходный уровень твердости и модуль упругости. Принято относить их к разным маркам
Волокна делают в формате нити либо жгута. Их образует от 1000 до 10000 непрерывных элементарных волокон. Ткани из этих волокон также можно выработать, как и жгуты (в этом случае число элементарных волокон еще больше). Исходным сырьем выступают волокна не только простых, но и жидкокристаллических пеков, а также полиакрилонитрила. Процесс получения подразумевает сначала выработку исходных волокон, а затем их прогревают в воздухе при 200 — 300 градусах.

В случае с ПАН такой процесс получил название предварительной обработки или повышения огневой стойкости
Пек после подобной процедуры получает такое важное свойство, как неплавкость. Частично волокна окисляются. Режим дальнейшего прогрева определяет, будут ли они относиться к карбонизированной или графитизированной группе. Окончание работы подразумевает придание поверхности необходимых свойств, после чего ее аппретируют либо шлихтуют
Окисление в воздушной атмосфере повышает огневую стойкость не только в результате окисления. Свой вклад вносят не только частичное дегидрирование, но и межмолекулярное сшивание и иные процессы. Дополнительно уменьшается подверженность материала плавлению и улетучивание углеродных атомов. Карбонизация (в высокотемпературной фазе) сопровождается газификацией и уходом всех посторонних атомов.


Последующая их карбонизация проводится в окружении азота при 1000 — 1500 градусах. Оптимальный уровень прогрева, по мнению ряда технологов, составляет 1200 — 1400 градусов. Высокомодульное волокно придется прогревать примерно до 2500 градусов. На предварительном этапе ПАН получает лестничную микроструктуру. За ее возникновение «отвечает» конденсация на внутри молекулярном уровне, сопровождающаяся возникновением полициклического ароматического вещества.
Чем больше возрастает температура, тем больше будет и структура циклического типа. После окончания термообработки по технологии размещение молекул либо ароматических фрагментов таково, что главные оси будут параллельны волоконной оси. Натяжение позволяет избежать падения степени ориентации. Особенности разложения ПАН при термообработке определяются концентрацией привитых мономеров. Каждый тип таких волокон определяет изначальные условия обработки.

Жидкокристаллический нефтяной пек требуется долгое время держать при температуре от 350 до 400 градусов. Такой режим приведет к конденсации полициклических молекул. Их масса повышается, и постепенно происходит слипание (с образованием сферолитов). Если нагрев не останавливается, сферолиты растут, молекулярная масса увеличивается, и итогом становится формирование неразрывной жидкокристаллической фазы. Кристаллы изредка растворимы в хинолине, но обычно как в нем, так и в пиридине они не растворяются (это зависит от нюансов технологии).
Волокна, полученные из жидкокристаллического пека с 55 — 65% жидких кристаллов, текут пластически. Прядение ведут при 350 — 400 градусах. Высокоориентированную структуру формируют первоначальным нагревом в воздушной атмосфере при 200 — 350 градусов и последующим выдерживанием в инертной среде. Волокна марки Thornel P-55 приходится прогревать до 2000 градусов, чем выше модуль упругости, тем выше должна быть температура.
Научные и инженерные работы в последнее время обращают все больше внимания на технологию с применением гидрирования. Первоначальная выработка волокон часто производится гидрированием смеси каменноугольного пека и нафталовой смолы. При этом должен присутствовать тетрагидрохинолин. Температура обработки составляет 380 — 500 градусов. Твердые примеси можно удалить за счет фильтрации и прогонки через центрифугу; после этого сгущают пеки при повышенной температуре. Для производства карбона приходится применять (в зависимости от технологии) довольно разнообразное оборудование:
- слои, распределяющие вакуум;
- насосы;
- герметизирующие жгуты;
- рабочие столы;
- ловушки;
- проводящие сетки;
- вакуумные пленки;
- препреги;
- автоклавы.


Как клеить карбоновую пленку
Изменить внешность транспорта может любой автомобилист, но не все знают, как правильно клеить карбоновую пленку. Чтобы не испортить кузов и купленный материал, следует подробно изучить принцип оклейки.
Опытные специалисты применяют два основных способа оклейки:
- Мокрый;
- Сухой.
Оба метода весьма практичны и помогают нанести качественное покрытие достаточно быстро. При этом уровень адгезии практически идентичен.
Как клеить любую карбоновую пленку мокрым способом?
Принцип поклейки заключается в применении мыльной воды.
Первое, что требуется сделать – зачистить поверхность и затем тщательно обезжирить ее. После нужно отмерить нужное количество винила и отрезать кусок, достаточный для поклейки одной детали кузова.
Следующий этап – нанесение воды на материал и отделение винила от бумаги. Также потребуется смочить и клеевую сторону.
После процесса смачивания нужно аккуратно приложить изделие к поверхности кузова. Как правильно клеить своими руками на данном этапе? При помощи шпателя! Он помогает плавно и равномерно выдавливать воду и воздух из карбона. Самое главное – начинать движение от центра оклеиваемой детали к краям.
В результате должна получиться идеально гладкая поверхность без вздутий. Для просушивания можно использовать бытовой фен. После – снова работа шпателем.
Если на определенном участке образовались изогнутости – без праймера для карбоновой пленки не обойтись.
В конце все лишние отрезки винила удаляются.
Сухой метод
Данный подход нельзя назвать простым. Зачастую его не выполняют дома, а обращаются за помощью в специальные сервисы. Сотрудники таких центров располагают всем необходимым оборудованием для оклейки кузова в кратчайшие сроки.
Как клеить пленку карбон сухим способом? Основное условие – сухое помещение, в котором температура постоянно держится на отметке выше +20°.
Второе условие – авто должно быть зачищено от всех возможных дефектов:
- Царапин;
- Ржавчины;
- Масла.
Интересно!
Наиболее высокий уровень адгезии наблюдается при оклейке транспорта, который недавно был перекрашен.
Как быстро наклеить карбоновую пленку на авто своими руками? Нужно просто соблюдать те же принципы, что и при профессиональной оклейке, только обзавестись несколькими приспособлениями:
- Фен строительный. Он стоит недорого и позволит значительно сэкономить время. Чтобы не тратиться на покупку нового фена, можно попросить инструмент у знакомых.
- Нож. Применять обычный или канцелярский тип ножа нельзя! Требуется специальный образец, рассчитанный на работу с винилом.
Как наклеить сухим методом карбоновую пленку на авто? Этапы практически те же, что и во время применения мыльного раствора. Кузов очищается и обезжиривается. После этого карбон следует отделить от картонки и приложить к кузову. Разглаживают материал шпателем, удаляя воздух наружу.
Основной этап – применение фена. Когда поток горячего воздуха направляется на карбоновый слой, в действие вступает клей. Он прочно и надежно закрепляет изделие на поверхности ЛКП.
На что обратить внимание
Удилище выбрано. Можно оплатить покупку и лететь на ближайший водоем, на испытания. Торопиться не стоит. Проделайте несколько простых действий:
Внимательно осмотрите бланк от рукояти до вершинки на предмет наличия повреждений, трещин, сколов, неровностей и даже царапин
Особое внимание верхнему колену и вершинке. Повреждения этих участков станут причиной преждевременной потери функциональности вашего хлыста
Слегка встряхните удилище и прислушайтесь, нет ли хруста или треска
Если есть – верните изделие продавцу и поищите другое. Совместно с продавцом имитируйте изгиб под нагрузкой и еще раз осмотрите его на предмет раскрытия микротрещин. Осмотрите вставки в кольцах. Наличие царапин на их поверхности недопустимо. Леска будет часто рваться.
Лучшие маховые удилища
Очень часто такие удочки используются для рыбалки с берега. Их отличием от других моделей является отсутствие катушки и пропускных колец. Это позволяет снизить стоимость на изделие. Для ловли рыбы требуется глухая поплавочная оснастка. Хотя, некоторые удочки обладают небольшой катушкой для хранения лески, а также может быть от двух до четырех колец, но это редкость. Если интересует, как выбрать удочку для поплавочной рыбалки, то стоит рассмотреть этот рейтинг.
Salmo Sniper POLE MEDIUM (5305-400)
Эта компания производит хорошие удилища для рыбалки. Данная модель считается универсальной, относится к средне-быстрому строю. У нее хорошая гибкость, она выдерживает большие нагрузки. Есть фрикционный передний и задний тормоз и стопор обратного хода. Изделие отлично подойдет новичкам, так как здесь установлено не профессиональное оборудование. Оно прощает некоторые ошибки, не позволяя рыбе слезть с крючка. Защитного чехла в наборе нет.
Salmo Sniper POLE MEDIUM (5305-400)
Характеристики:
- телескопическая конструкция;
- строй средне-быстрый;
- 4 секции;
- кастинг до 15 граммов;
- размер 400 см/115 см;
- полностью композитный материал;
- вес 245 граммов.
Плюсы
- надежный спиннинг для тех, кто не готов платить большие деньги за удовольствие;
- высокая прочность;
- хорошая балансировка;
- цена низкая;
- захват удобный.
Минусы
бланк не очень качественный.
Salmo Sniper POLE MEDIUM (5305-400)
Daiwa CROSSFIRE WHIP 400
Это достаточно длинное маховое удилище, которое выполнено из стабильной структуры. Это обеспечивает превосходную балансировку. Хорошие качественные показатели вносит эту модель в лучшие удочки махового типа. Наличие прогрессивного строя обеспечивает высокую чувствительность, поэтому рыбак сможет быстро отреагировать на действия рыбы. Внешний вид приятный, стоимость демократичная.
Daiwa CROSSFIRE WHIP 400
Характеристики:
- телескопическая конструкция;
- секций 4;
- размер 400 см/115 см;
- карбон и углевлокно использованы для производства;
- вес 122 граммов.
Плюсы
- приятна цена;
- катушка работает быстро и стабильно;
- леска не путается при правильном натяжении;
- можно использовать с донной снастью.
Минусы
- большой размер;
- бывают проблемы с поиском запасных частей;
- главная пара кажется хрупкой, а шпуля мягкая;
- у некоторых пользователей при частом использовании появляются сложности со стопором обратного вращения.
Daiwa CROSSFIRE WHIP 400
Sabaneev Master Pole 600
Это универсальное удилище. У модели отличное соотношение мощности, баланса и веса. В комплекте поставляется полый жесткий хлыст, но при необходимости можно дополнительно приобрести спортивный-привитой. Удилище удобно лежит в руке и обладает достаточно большим размером в рабочем состоянии. На стыках предусмотрены усиления, что продлевает срок эксплуатации изделия. На рынке много запасных частей, поэтому с этим у пользователя проблем не возникнет.
Sabaneev Master Pole 600
Характеристики:
- телескопическая конструкция;
- секций 6;
- размер 600 см/133 см;
- материал – карбон и углеволокно;
- вес 272 грамма.
Плюсы
- нет проблем с запасными деталями;
- качественная сборка;
- удобная и надежная удочка;
- можно ловить крупную рыбу;
- подходит для новичков.
Минусы
довольно тяжелая, если сравнивать с аналогами.
Sabaneev Master Pole 600
SHIMANO CATANA EX TE 2-600 (CATEXTE260)
Это модель от известного японского производителя, который давно уже работает на рынке. Данная модель получила все преимущества других маховых изделий. Она небольшая, прочная и эстетичная. Производитель использует прочный карбон XT40 и добавку Biofibre, что обеспечивает хорошую эластичность, высокую прочность и противодействие внешним факторам воздействия. Действительно, данная удочка не ржавеет при правильном уходе. Само изделие простое, поэтому не требует наличия сложных и дорогостоящих дополнительных элементов.
SHIMANO CATANA EX TE 2-600 (CATEXTE260)
Характеристики:
- телескопическая конструкция;
- тип сверхбыстрый;
- кастинг 2 – 8 граммов;
- секций 6;
- размер 590 см/135 см;
- материал – карбон и углеволокно;
- вес 205 граммов.
Плюсы
- катушка работает быстро;
- хороший запас прочности;
- демократичная цена;
- можно ловить крупную рыбу;
- большой размер в рабочем состоянии;
- хорошо гасит рывки рыбы;
- качественная сборка;
- можно использовать новичкам.
Минусы
не выявлены.
SHIMANO CATANA EX TE 2-600 (CATEXTE260)
Таблица. Сравнение лучших маховых удилищ
| Модель | Размер в собранном виде (см) | Размер в рабочем состоянии (см) | Конструкция | Вес (гр.) |
|---|---|---|---|---|
| Salmo Sniper POLE MEDIUM (5305-400) | 115 | 400 | Телескопическая | 245 |
| Daiwa CROSSFIRE WHIP 400 | 115 | 400 | Телескопическая | 122 |
| Sabaneev Master Pole 600 | 133 | 600 | Телескопическая | 272 |
| SHIMANO CATANA EX TE 2-600 (CATEXTE260) | 135 | 590 | Телескопическая | 205 |
Бланки с кольцами и без них
Карбоновые бланки без колец – это, в первую очередь, удилища для маховой поплавочной ловли
Такая особенность, вместе с материалом изготовления, обеспечивает удочке минимальный вес, что особенно важно при длительных рыболовных вылазках. Не имеют колец и штекерные удилища, так как в таком случае используются свои, специфические для этого вида ловли варианты оснасток. Болонская же снасть, также, как и карповая, а также спиннинговая, подразумевает обязательное наличие пропускных колец, тут они не только направляют леску, но и разгружают бланк при вываживании крупной рыбы, а их расположение и вес могут существенно влиять на строй удилища (к примеру, тяжелые массивные кольца могут сделать удилище несколько более медленным)
Болонская же снасть, также, как и карповая, а также спиннинговая, подразумевает обязательное наличие пропускных колец, тут они не только направляют леску, но и разгружают бланк при вываживании крупной рыбы, а их расположение и вес могут существенно влиять на строй удилища (к примеру, тяжелые массивные кольца могут сделать удилище несколько более медленным).
Бюджетные варианты телескопов
Телескопические модели удилищ имеются в модельных рядах подавляющего большинства производителей рыболовных принадлежностей. Salmo TAIFUN TELE CARP 300 – неплохой вариант для желающих приобщиться к карповой ловле. И также стоит отметить такие удочки:
- Flagman Cast Master Pole 5 м.
- Shimano CATANA CX TELESPIN.
- Salmo Taifun Tele Pack.
- Siweida SWDE xplorer 2.
- Mikado Desire Mini Tele Spin.
Топовые модели телескопов
Телескопические карбоновые удочки в топовом ценовом сегменте представлены несколько меньшим разнообразием, чем варианты штекерной конструкции, что особенно заметно на примере спиннинговых удилищ. Однако ведущие производители снастей и тут могут предоставить определенный выбор.
Стоит выделить такие модели:
- Black Hole Atomic Bolo.
- Daiwa Megaforce Big Fish Tele.
- Shimano Exage BX STC Mini Tele Spinn.
- Flagman Tregaron Match Long Pole Series 3 13м.
- Milo Canna Stradivari SS 7м.
 Представитель топовых болонских удочек – Black Hole Atomic Bolo.
Представитель топовых болонских удочек – Black Hole Atomic Bolo.
Прочность удилища
Но многие фирмы в качестве «графитовых» предлагают удилища, содержащие не более 10—15 процентов этого ценного материала, тем более что проконтролировать это рыболову практически недоступно, остается лишь ориентироваться на цену и бытующее мнение, что дешевле 100 долларов настоящих графитовых удилищ не бывает.
Но, как и многое в этом мире, введение этого современного материала имеет «обратную сторону медали». Достаточно такому удилищу даже самой незначительной поперечной царапины, и оно легко и неожиданно ломается даже от относительно небольшой нагрузки. Производители конечно же не упоминают об этом в фирменных рекламных каталогах, но настоятельно предлагают покупать специальные чехлы и тубусы для хранения таких удилищ.
Единственным средством против этого недостатка у рыболова остается более бережное хранение и обхождение, а для производителя — добавление большего процента содержания стекловолокна, отчего удилище становится более тяжелым, но и менее карбоновым. Кроме того, по прошествии нескольких лет, когда начала спадать волна рекламной карбоновой эйфории, наиболее искушенные спиннингисты, обладатели «удилищ космического века», стали замечать, что слишком малая масса их и суперчувствительность (особенно кончиков удилищ) не обеспечивают достаточного чувства блесны рыболовам, и такое удилище не столь, как пластиковое, снисходительно к небольшим, но неизбежным погрешностям при забросах. Опытные же нахлыстовики стали поговаривать о том, что сверхчувствительный карбон начинает диктовать свои условия, задавая свой ритм и темп нахлыстовым забросам, лишая их той плавности и грациозности, которыми до сих пор славятся удилища из хорошего бамбука. Рыболов-нахлыстовик должен знать и помнить, что графитовым удилищем нельзя ловить рыбу во время грозы из-за его повышенной электропроводности.
Сухой препрег
Сухая намотка — более прогрессивный способ, нежели мокрая. При сухом методе для намотки используются препреги из нитей, жгутов и лент. Пропитка и подсушка выполняются на специализированных заводах отдельно от намотки, что позволяет расширить диапазон применяемых полимерных связующих за счет использования различных растворителей. Связующие с растворителями имеют низкую технологическую вязкость, а это позволяет добиться высокого качества в равномерности пропитки.

В процессе с использованием сухого препрега каждое изменение должно происходить отдельно, и дозирование количества смолы должно быть очень точным, чтобы изделия не становились липкими. После придания формы деталям требуется несколько часов для запекания при температуре 120 ° C. Это сложное производство, что и влияет на цену.
Детали из сухого углерода обычно так же дороги, как и детали из влажного углерода. Однако решающим фактором является чрезвычайно высокая потеря веса, вызванная процессом сухого препрега. Поэтому у тюнеров высокого класса нет альтернативы.
Углерод как материал
Он прочный и легкий, но в случае аварии материал может преподнести сюрпризы. Когда Карбон раскалывается, образуется много ядовитой пыли. Когда углепластик начинает гореть, образующиеся микроволокна обладают эффектом асбеста. Выброшенные при пожаре микрочастицы углерода проникают глубоко в легкие.







