Моменты затяжки резьбовых соединений ямз-238
Содержание:
- Проверка посадки гильз и плоскости головки
- Рамная часть и узел подвески
- Двигатель ЗИЛ 130 – устройство
- Как выставить угол опережения на маторе ЯМЗ-238
- Момент затяжки ГБЦ на ВАЗ 2109, замена прокладки своими руками, необходимый инструмент
- Контроль величины зазоров тепловых компенсаторов
- Моменты затяжки основных резьбовых соединений
- Как выставить вмт на двигателе ямз 236
- Как установить поршень первого цилиндра
- Проблемы при оплате банковскими картами
- Особенности регулировки клапанов
Проверка посадки гильз и плоскости головки
Снимается головка блока цилиндров. Очистите его от нагара. Вымойте его. Проделайте то же самое с плоскостью накладок и блока
Важно тщательно очистить поверхности. Чтобы проверить поверхность головки цилиндра на наличие изгибов
И проверьте блок на предмет утечки футеровки. Для двигателей JAMZ это очень актуальная тема. Вкладыши сжимаются на своих местах. И расселение происходит только относительно друг друга. Они сидят на одной стороне — это почти незаметно для глаза.
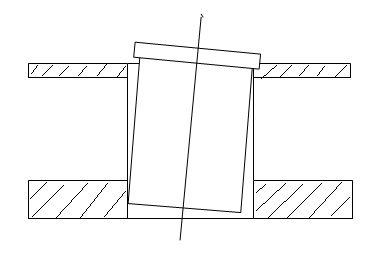
Линейка — хороший способ проверить, как сидят гильзы. Эта проблема лечится разными способами. Все зависит от степени провисания. Иногда помогает установка дополнительного кольца по верхнему краю лайнера. Который опирается на блок двигателя. Некоторые люди могут выровнять лайнер, а некоторые нет. Это лучше сделать производителю с помощью расточного станка. Существуют специальные приспособления для выравнивания посадочных мест без разборки и демонтажа двигателя.
Посадка вкладышей в первую очередь влияет на удаление газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бак наружу. Или они скапливаются в верхней части распределителя воды. Он образует воздушный шлюз. Первое, что происходит. Нагревательный элемент водонагревателя перестает нагреваться. Таким образом, газовые пробки не позволяют жидкости циркулировать. Но двигатель работает нормально и не сливает охлаждающую жидкость из расширительного бачка. Это похоже на первый звонок. Вам снова придется снять головку блока цилиндров. Поэтому лучше сразу проверить наклон и уклон вкладышей. Для этого можно использовать специальную линейку. Чтобы потом не пришлось делать двойную работу.
Рамная часть и узел подвески
Приличный вес машины ЗИЛ 131 требовал использования надежной и прочной рамы. Она изготовлена методом штамповки с клепкой. Узел оснащается лонжеронами швеллерного типа, соединенными между собой штампованными поперечными ребрами. В задней части размещен крюк с резиновым амортизационным элементом, а спереди — пара жестких крюков для буксирования.
Фронтальная подвеска оборудована продольными рессорами, передние края которых зафиксированы на раме посредством пальцев и «ушей». При этом задние концы узла — «скользящего» типа. Задний аналог — балансирной конфигурации с парой продольных рессор. Амортизаторы спереди — гидравлические телескопы двухстороннего действия.
Двигатель ЗИЛ 130 – устройство
В состав устройства входят такие элементы:
Остов, мотора по размерам больше остальных деталей, изделие используется как основа, на которую крепят узлы. Сплав изделия, чугун повышенного качества. В основу ставятся мокрые цилиндры, уплотнённые вверху для предотвращения сдвига по оси, нижняя часть зажимается резиновыми обручами. Пустоты, в которых циркулирует жидкость, разделены сечениями, образующими закрытые полости для увеличения жёсткости. Конструкция добивается ресурса на уровне 200000км пробега.
- Толщина / высота цилиндра, (мм) -7,5/188,5;
- Материал верхней вставки и глубина установки, (мм) – чугун стойкий к коррозии, 50.
Вытеснитель трансформирует газовый напор в функционирование механизма. Делается это с участием пальца вытеснителя, шатуна и коленчатого вала. Сплав изделия – алюминий, верх имеет канавки, для монтажа колец. Низ вытеснителя служит направлением для перемещения цилиндром. Низ оснащён утолщениями с отверстием, в которое устанавливают палец. Что бы минимизировать трение, верхнюю прорезь кольца размещают в обруче из чугуна. Для притирки, вытеснители покрывают оловом.
- Сечение вытеснителя, (мм) – 100,00;
- Компрессионное возвышение (мм) – 62,4;
- Вес, (г) – 800.
Поршень, гильза, палец мотора:
Предмет предназначен для сочленения вытеснителя и шатунной головы. Материал изготовления пальца – сталь, которую закаляют высокочастотными токами. Визуально изделие выполнено, в виде пустотелого цилиндра, на моторе предусмотрены «плавающие» пальцы, это говорит о том, что деталь вертится в местах фиксации, что бы уравновесить стирание. Что бы торцы поршневого пальца не повредили поверхность цилиндра, перемещение по оси ограничено стальными обручами, закреплёнными в приливах вытеснителя.
- Наружное/внутреннее сечение цилиндра, (мм) – 28/19;
- Длина пальца, (мм) – 82.
Палец вытеснителя мотора:
Изделие, связывающее вытеснитель с шейкой шатуна.
Деталь соединяет вал с вытеснителем, посредством изделия, происходит передача напора вытеснителя валу. Голова внизу разъёмная, вверху фиксированная. Для снижения механического взаимодействия, верхняя голова с втулкой, материал которой бронза. Снизу голова состоит из двух кусков, содержит вкладки, сделанные из ленточной стали. Внутри вкладки покрыты составом, снижающим трение. Составные части с болтовым креплением, под гайки которых подкладываются шайбы. Материал изготовления шатуна – сталь 40Р.
- Длина изделия, (мм) – 185,00:
- Диаметр сечения отверстия головки (верх/низ, мм) – 27,5/69,5
Деталь преобразует напор тяги в импульс кручения, переходящий посредством махового колеса ходовой. Материал изготовления, сталь (марка 45), изделие кованое, имеет шейки (шатунные, коренные), щёки и уравновешивающие приливы. Передок вала выполнен с фиксатором под шпонку, держащую шестерёнку распределения и фрикционное колесо, активирующее лопастное устройство. Зад вала с фланцем для монтажа маховика. Деталь с четырьмя коленями, держится на пяти опорах, уравновешивание выполнено по принципу креста.
- Сечение коренных/шатунных шей, (мм) – 74,49/65,49;
- Масса «чистой» детали, (кг) – 53,70;
- Масса детали с маховым колесом/ муфтой и шкивом, (кг) – 77,9/102,6.
Материал изготовления головки двигателя, сплав алюминия. Внутри изделие с камерами, для обеспечения горения топливной смеси. Полости овальные с клиновидной вытяжкой, такая конструкция даёт устойчивость к силам детонации. Кроме того, коллектор, подающий смесь, сдвоен. Внутри головки вставлены стальные сёдла и устройство направления клапана. На стыке головы и остова предусмотрен уплотнитель из асбеста со сталью. Фиксация изделий друг к другу происходит семнадцатью болтами, четыре болта из набора проходят сквозь ось коромысла. Момент затяжки крепежа составляет 7-9 кгс*м. Для равномерности затяжки процедуру растягивают на два подхода, начиная фиксацию со средины.
Как выставить угол опережения на маторе ЯМЗ-238
Ввиду многочисленных запросов наших Клиентов об установке угла опережения на ЯМЗ-238, мы решили подготовить для Вас небольшую памятку, в которой будет описан подробный процесс установки.
Первый этап в данном процессе необходимо отнести регулировке УОВТ в ЯМЗ-238. Для реализации данного этапа следует помнить, что на кожухе маховика есть 2 контрольных отверстия, на самом вращательном колесе (в двух точках) – нанесены ориентиры углов, при этом нижние указатели выражены цифрами, а боковые буквами, следующим образом:
Читать еще: Что такое трансмиссия автомобиля
Для регулировки необходимо открыть отверстие на кожухе маховика и крутить коленвал двигателя до выравнивания засечек на шкиве вала с корпусом распределительных шестерен или на маховом колесе с ориентиром. Получившееся значение должно соответствовать установочному углу опережения ВТ (6°–7°).
Итак, для лучшей регулировки угла опережения впрыскивания топлива соблюдайте определенную последовательность?:
— Проведите проверку плотности посадки полумуфты (на приводном валу) и затягивание болта клеммового;
— Проведите отворот 2-ух болтов и поворотного зажимного устройства опережения, а на фланце демпферной муфты – совместите метки «А» и «Б».;
— Зажмите болты на приводе;
— Измерьте вблизи мест крепления пластин (допустимое значение ±1 мм);
— Проверьте поворот коленвала и правильности выставить УОВТ (допустимое расхождение = 1-ому делению или 1° поворота коленвала);
— Осуществите проверку уровня масла в зажимном устройстве ОВТ;
— Проверьте правильность установки УОВТ (поставьте зажимное устройство отверстиями в верхнее положение и выкрутите пробки, при медленном повороте на 70°, из отверстия должна потечь смазка).
После регулировки приступаем к основному этапу, который позволит ответить Вам на главный, интересующий Вас вопрос – установка угла опережения на ЯМЗ-238.
Установка в многом зависит от характерных особенностей каждой муфты, а также от подбора на переднем торце корпуса зажимного устройства опережения цифрами 18 и 20.
Последовательность установки:
— Отсоедините трубку высокого давления от патрубка 1-ой секции ТНВД;
— Зафиксируйте измеритель момента на патрубке 1-ой секции;
— Прокачайте топливом системы питания мотора, с помощью ручного насоса, предварительно отвернув одну из пробок для выпуска воздуха из корпуса ТНВД (прокачивать необходимо до тех пор, пока вытекающее топливо не перестанет пениться);
— Убедитесь, что топливная подача скобой регулятора включена, после чего начинайте крутить коленвал двигателя в правую сторону до появления топлива в стеклянной трубке (камере) измерителя момента.
При оценке топливного движения (при повороте коленвала) происходят следующие процессы:
— Горючее в камере начинает движение;
— Отметки на кожухе вращательного колеса совпадают с той чертой, значение которой сходится с цифрой на торце муфты ОВТ;
— Отметка на шкиве коленвала встала напротив черты с похожей цифрой на корпусе распределительных шестерен.
Если оценка не показала совпадение отметок, то отверните крепежные болты, поверните полумуфту валика двигателя на фланце в противоположном направлении кручения, а затем обратно затяните крепежные болты и снова проверьте положение ОВТ. По завершении регулировки угла ОВТ измените расположение отметок на полумуфте валика привода и ее фланца.
Внимание! Положение рисок необходимо проверять при каждом техническом обслуживании мотора. Следуйте последовательным шагам по установки угла опережения и Вы сможете с легкостью достичь поставленной задачи!
Следуйте последовательным шагам по установки угла опережения и Вы сможете с легкостью достичь поставленной задачи!
По всем вопросам обращайтесь по телефону: +375 (17) 388-27-27
Момент затяжки ГБЦ на ВАЗ 2109, замена прокладки своими руками, необходимый инструмент
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
Снимите термостат, только не забудьте перед этим слить ОЖ.
Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
Отключите приемную трубу глушителя от выпускного коллектора.
Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
Аналогичным образом отключите центральный высоковольтник.
Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
Отключите питающую проводку от электромагнитного клапана.
Снимите шланг вакуумного усилителя с патрубка впускной трубы.
Отключите трубку от вакуумного корректора зажигания.
Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
Немного раскачайте головку рывками, после чего снимите элемент.
Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Контроль величины зазоров тепловых компенсаторов
Согласно рекомендациям завода производителя, регулировка должна производиться при увеличенном размере на 0, 25 мм. Наиболее точный замер зазоров можно произвести в момент такта сжатия. Для этого проворачиваем коленвал. Впускной клапан на первом цилиндре должен закрыться. Торец, который работает в связке с коромыслом примет верхнюю точку. После этого нужно на 120 градусов прокрутить коленвал. Это позволит провести точный замер сразу двух клапанов.
Определение номера цилиндра
Нужно встать перед мотором с передней части автомобиля. Первый цилиндр находится слева. В противоположной стороне находится пятый цилиндр. Коленчатый вал можно прокручивать посредством специального воротка или с помощью накидного ключа. Размер зазора определяется при помощи щупа. Он должен без проблем входить между верхней частью клапана и нижней точкой коромысла. Если щуп, имеющий толщину измерительного листа 0,25 мм помещается свободно, а при размере 0,30 мм протолкнуть измерительный лист не получается, то необходимый зазор выставить не получится.
Перед регулировкой рычаги коромысла должны быть прижаты.
- В цилиндрах с первого по четвертый выпускные клапаны должны быть прижаты к торцу оси.
- Впускные клапаны должны прижаты к упорной шайбе.
- В пятом, шестом, седьмом и восьмом цилиндрах прижимание деталей производится наоборот.
Процесс регулировки клапанов на МАЗе ЯМЗ 238
В случае если размер зазора не соответствует норме, необходимо провести следующие действия.
- Для начала откручиваем гайку на регулировочном винте. Она располагается на коромысле. После этого между закрывающимся клапаном и коромыслом вставляется щуп заданного размера.
- Далее, нужно отверткой провернуть винт до тех пор, пока не будет создан необходимый зазор. Чтобы избежать дальнейшее проворачивание винта, стоит аккуратно зажать гайку.
- Если при проверке величины зазора обнаружится несоответствие размера норме, то необходимо провести вышеописанные действия. Регулировка клапанов имеет свой порядок, который нельзя нарушать. Настройка проводится с пятого цилиндра. Далее, четвертый, второй, шестой, третий, седьмой, восьмой. При этом впускное отверстие цилиндра должно быть закрыто.
- В конце проводится повторная проверка зазоров на каждом цилиндре. Ввиду возможного наличия неточностей размеров деталей на МАЗе, допускается отклонение от нормы не более 0,35 мм.
После проведения настройки клапанов на ЯМЗ-238 рекомендуется произвести запуск силового агрегата. Отсутствие посторонних звуков, вибраций и шумов говорит о правильности настройки
Также важно обратить внимание на состояние прокладки ГБЦ. Если она имеет неудовлетворительное состояние, нужно провести ее замену. Конечной операцией будет установка крышки головки блок на место
Конечной операцией будет установка крышки головки блок на место
При появлении через небольшой период времени посторонних шумов в работе V-образного двигателя ЯМЗ необходимо отрегулировать систему повторно. Она должна проводится в точной последовательности мероприятий, описанных выше
Конечной операцией будет установка крышки головки блок на место. При появлении через небольшой период времени посторонних шумов в работе V-образного двигателя ЯМЗ необходимо отрегулировать систему повторно. Она должна проводится в точной последовательности мероприятий, описанных выше.
Работы по настройке ГРМ являются ответственным мероприятием, от которого зависит исправность и надежность работы мотора. Настройку должен проводить специалист, имеющий практические навыки и умения. Неправильная настройка может привести не только к потере мощности двигателя, но и к выходу из строя элементов силового агрегата.
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
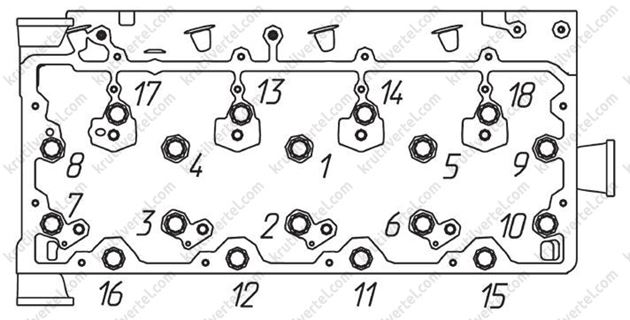
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Как выставить вмт на двигателе ямз 236
ПРОВЕРКА И РЕГУЛИРОВКА УГЛА ОПЕРЕЖЕНИЯ ВПРЫСКИВАНИЯ ТОПЛИВА ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
Для регулировки угла опережения впрыскивания топлива на картере маховика предусмотрены два люка (см. рис. 63), а на маховике в двух местах нанесены значения углов. Для нижнего указателя 3 эти значения выполнены на маховике в цифровом выражении, а для бокового указателя 4-в буквенном выражении,
при этом, букве «А» соответствует значение в цифровом выражении 20°; букве «Б»-15°; букве «В»-10°; букве «Г»-5°.
Вращать коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до совмещения меток на шкиве коленчатого вала и крышке шестерен распределения или на маховике с указателем, соответствующих установочному углу опережения впрыскивания топлива:
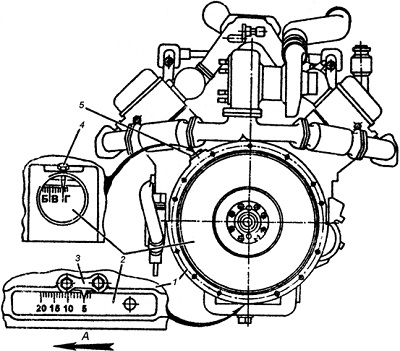
Рис. 63. Совмещение рисок на маховике с указателями картера маховика: 1-картер маховика; 2-маховик; 3, 4-указатели картера маховика; 5-пробка верхнего люка; А-направление вращения коленчатого вала
При этом клапаны в 1-ом цилиндре должны быть закрыты.
Вращать коленчатый вал можно ключом за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике (рис. 61) при снятой крышке люка картера маховика.
В момент совмещения меток должны совместиться метка «А» на торце муфты (рис. 64, 65) с риской «Б» на указателе. Если метки не совместились необходимо произвести регулировку.
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236НЕ2,БЕ2 (рис. 64):
• ослабить затяжку болта 2 клеммового соединения: фланец 3 — ведущая полумуфта 1;
• поворотом демпферной муфты совместить указанные метки;
• не сбивая совмещенного положения меток, затянуть болт клеммового соединения моментом 16.18 кгс-м. При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин. В случае появления гофр на пластинах 4, их устранение производится путем поочередного ослабления и последующей затяжки моментом 11.12,5 кгс-м четырех болтов 5 крепления пластин к фланцу полумуфты и к демпферной муфте;
• проверить правильность установки угла опережения впрыскивания.
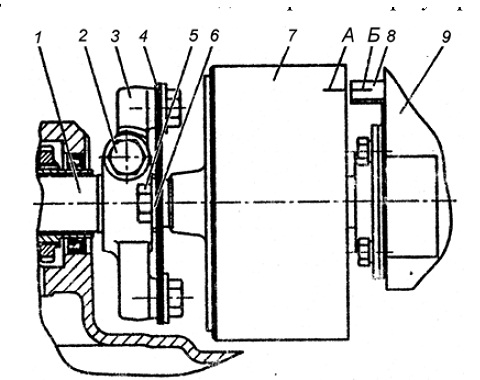
Рис. 64. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236НЕ2,БЕ2: 1-ведущая полумуфта; 2-болт клеммового соединения; 3-фланец полумуфты; 4-пластины привода; 5-болты крепления пластин привода; 6-шайбы; 7-демпферная муфта; 8-указатель; 9- топливный насос высокого давления; А-метка на демпферной муфте; Б-метка на указателе
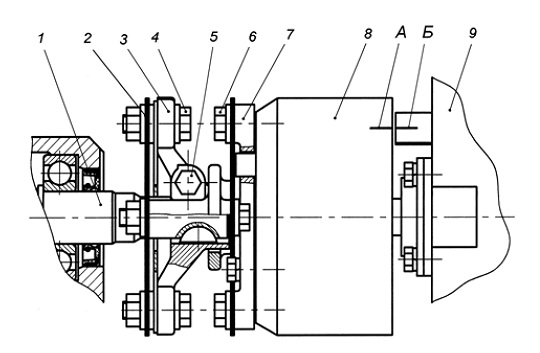
Рис. 65. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236Н,Б,НЕ,БЕ: 1-вал привода; 2-пластины привода; 3-ведущая полумуфта; 4-болты; 5-болт клеммового соединения; 6-болты; 7-полумуфта ведомая; 8-муфта опережения впрыска топлива; 9-топливный насос высокого давления; А-метка на муфте; Б-метка на указателе
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236Н,Б,НЕ,БЕ (рис. 65):
• проверить плотность посадки полумуфты 3 на валу привода 1 и затяжку клеммового болта 5 (момент затяжки 43,2.58,9 Н-м (4,4.6 кгс-м));
• отвернуть (ослабить) два болта 4 и поворотом муфты опережения за счет овальных отверстий на фланце полумуфты совместить метки «А» и «Б»;
• не сбивая совмещенного положения меток, затянуть болты 4 привода моментом затяжки 43,2.58,9 Н-м (4,4.6 кгс-м). При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин;
• провернув коленчатый вал, проверить правильность установки угла опережения впрыскивания. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Проверить наличие масла в муфте опережения впрыска топлива (двигатели ЯМЗ-236Н,Б,НЕ,БЕ), и, при необходимости, долить масло. Для контроля установить муфту отверстиями в верхнее положение и вывернуть пробки. При медленном повороте муфты на 70° из одного отверстия должно начать вытекать масло. После доливки масла пробки завернуть.
Источник
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.
Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.

Порядок регулировки клапанов
Существуют разные способы, как отрегулировать клапана на МТЗ 82. Различаются они методом поиска ВМТ (высшей мертвой точки), в которой и нужно проводить проверку и регулировку. ВМТ можно определить по появлению топлива в цилиндрах или по упору клапана в поршень при нажатии (ход должен составлять около 10 мм). Некоторые мастера выставляют метки на шкиве коленвала или ориентируются по отверстию в плите и положению маховика.
Однако проще и надёжнее следовать инструкции производителя и придерживаться такого порядка:
- Провернуть коленвал, пока впускной клапан первого цилиндра не начнет открываться, а выпускной – закрываться. Это легко отслеживается визуально.
- Отрегулировать зазоры в клапанах № 4, 6, 7 и 8, считая от вентилятора.
- Повернуть коленвал ещё на один оборот, пока не закроется четвертый цилиндр. После этого отрегулировать зазоры в оставшихся клапанах (1, 2, 3 и 5).
Регулировка клапанов с протяжкой головки цилиндров
Протяжка – важная процедура, поддерживающая надёжное соединение головки и блока цилиндров, что защищает двигатель от утечки масла и обеспечивает его нормальную работу. На современных моторах устанавливают особые пружинные болты, поддерживающие нужный момент затяжки. Но на двигателях типа Д 240 желательно эту операцию проводить в профилактических целях, совмещая с регулировкой клапанов и любым ремонтом головки блока.
Контроль затяжки выполняется только специальными динамометрическими ключами. Порядок затяжки головки стандартный – сначала центральные гайки, затем остальные по принципу «крест-накрест». Момент затяжки ГБЦ – 150—170 Н-м. Недостаточный момент указывает на то, что прочность болта недостаточна, и он может разрушиться. Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность
Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании