Технология проточки тормозных дисков своими руками в домашних условиях
Содержание:
Виды и технология обработки
Для устранения дефектов на диске своими руками существует две технологии обработки. Первая из них – расточка, производится для увеличения диаметра его рабочей поверхности. Такая процедура помогает избавиться от буртика, появляющегося в том случае если фрикционные накладки колодок, не захватывают при торможении всю площадь диска.
Вторая технология обработки – проточка, которую делают для устранения поверхностных дефектов: возникшего слоя ржавчины или окалины, неравномерной выработки в виде глубоких борозд. В этом случае необходимо учитывать размер снимаемого слоя исходя из минимально допустимой толщины, рекомендованной для данной марки тормозных дисков.
В недалеком прошлом был только один вид устранения дефектов своими руками на данных элементах тормозов – их обработка на стационарном токарном станке.

Для этого приходилось производить их предварительное снятие с автомобиля. В этом случае очень сложно было соблюсти при устранении дефектов необходимые балансировочные параметры. Но были специалисты, которые с этим справлялись – такие как на этом видео.
Сейчас есть технологии и специальные станки, позволяющие это сделать, не снимая передних и задних дисков с автомобиля.

На таком оборудовании очень просто выдержать необходимую балансировку и требуемую толщину рабочей поверхности, ведь на нем данные параметры устанавливаются как вручную, так и автоматически. Более наглядно это можно увидеть на приложенных видео.
О тормозных дисках автомобиля
Обычно производители указывают срок службы того или иного обслуживаемого узла. Именно поэтому о конкретных цифрах говорить не имеет смысла. На одних машинах колодки ходят 10-15 тысяч километров, на других бегают по 50 и более. Это касается и дисков. Если они высокого качества, то с легкостью живут по 100-150 тысяч километров, при условии исправности всей системы. Если заклинит направляющую суппорта, и колодка не будет отходить от диска, то вполне логично, что будет греться весь узел, а диски и колодки не только подвергнутся повышенному износу, но и могут выйти из строя по причине перегрева.
Тормозные диски выполняются вентилируемыми и невентилируемыми в зависимости от множества факторов. В большинстве случаев вентилируемая конструкция находится на передней оси. Сзади могут стоять обычные диски, а то и барабаны. В процессе работы диск постепенно изнашивается, а при достижении минимальной толщины его нужно заменить. Обусловлено это тем, что чем тоньше металл в месте соприкосновения с колодками, тем больше он греется.
Зачем проводится расточка
Можете называть процедуру расточкой, проточкой или шлифовкой. От этого суть никак не меняется.
Такие манипуляции считаются весьма эффективным методом, направленным на увеличение срока службы элемента тормозной системы. Параллельно повышается уровень безопасности при эксплуатации транспортного средства. Ведь вне зависимости от скорости движения и стиля вождения, даже у самых аккуратных и медленных водителей тормоза подвергаются постепенному износу, выработку и пр. В итоге появляются бороздки, неровности и прочие нежелательные деформации.
Чтобы избавиться от них, и вернуть диску прежнюю эффективность, делается проточка. Избежать резких торможений, воздействия влаги, перегрева и появления коррозии практически невозможно.

Ошибочно считать, что редкое использование авто продлевает срок службы узлу. Напротив, чем больше машина стоит, тем быстрее образуется ржавчина, тормоза закисают и приходят в негодность.
Если на тормозах имеется выработка, неровности, бороздки и шероховатости, это негативно сказывается на зеркале диска. Также продукты выработки начинает активнее разрушать элемент. Не делая проточку и не меняя тормоза, вы рискуете в один момент оказаться попросту без них. В итоге машина не сможет затормозить. Про возможные последствия утраты тормозного узла говорить вряд ли стоит.
Рекомендуем: Почему не работает стеклоподъемник Лада Приора
Потому в ход идет специальное приспособление, используется профессиональное оборудование и самодельный станок. Некоторые затачивают диски с помощью старых колодок, болгаркой и простыми абразивными дисками. Другие проделывают манипуляции на токарном станке, отчего идет рябь.

Проточка без снятия
Современная промышленность производит специальное оборудование, дающее возможность выполнять работы непосредственно на автомобиле, не производя их снятие. Такой подход оправдан. Ведь вращающаяся на подшипниках колёсная ступица заведомо обеспечивает необходимые условия для точной обработки детали.
Стоит ли приобретать станок для проточки тормозных дисков, стоимость которого составляет не менее 100 тыс. руб. для собственных нужд, вам придётся решать самостоятельно. Действовать же придётся в следующем порядке:
- Устанавливаем автомобиль на прочную и жёсткую опору. Домкрат тут не подойдёт.
- Снимаем колесо.
- Демонтируем суппорт и очищаем диск от посторонних загрязнений, заодно убедившись, что он свободно вращается.
- Устанавливаем на ступице и точно центрируем специальный адаптер, подсоединив к нему остальное оборудование.
- Располагаем резец (резцы) строго перпендикулярно оси колеса.
- Включаем станок и, дождавшись, пока он раскрутит ступицу до нужных оборотов, производим обработку поверхности детали.
С учётом того, что на большинстве моделей такого рода станков большая часть настроек не занимает много времени, работа сильно упрощается. Но, очевидно, что при отсутствии специального оборудования вопрос о том, как производится проточка тормозных дисков без снятия своими руками, теряет всякий смысл.
Доверяй, но проверяй
С учётом всего вышесказанного выполнение работ лучше доверить профессионалам, имеющим в своём распоряжении необходимое оснащение. Но и тут автовладельцев могут ожидать «подводные камни». Например:
- Нельзя производить работу на ведущем мосту автомобиля без демонтажа детали или отсоединения от колеса ведущего вала. Несоблюдение этого правила может привести к поломке как обрабатывающего станка, так и трансмиссии обслуживаемой машины.
- Для достижения необходимых параметров шероховатости рабочей поверхности вполне достаточно возможностей обыкновенного резца. Поэтому заявление о том, что на автомобиле будет производиться алмазная проточка дисков, скорее всего, является попыткой получить от владельца больше денег. Никакой реальной необходимости использовать алмазные резцы нет.
- Прежде чем начинать обработку, обязательно следует убедиться, что деталь не вышла из допустимых размеров. Иначе вы можете впустую потратить силы, время и средства.
Но если всё сделать правильно, то можно сэкономить, вдохнув вторую жизнь в ещё сохранившие запас ресурса детали.
Источник autoot.ru
Читаю много блогов и встречаю вопросы как протачивать тормозные диски, в токарном станке или на машине. Решил отписать по этому поводу свое мнение. Начну из далека. Когда то в далеком прошлом я имел опыт работы токарем — фрезеровщиком с ЧПУ. Спустя какое то время меня увлек ремонт автомобилей. На СТО на котором я трудится был токарный станок и само собой мне как имеющему опыт общения с ним, приходилось на нем работать. Тогда то я и попытался восстанавливать геометрию тормозных дисков с помощью токарного станка. Понятное дело что точить диск надо с одной установки. Есть извечная проблема установки диска в станок. За частую диск зажимается за центральное отверстие, и опорой является привалочная плоскость на которую на машине опирается колесный диск. Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение. Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…Проточка дисков на машине, без снятия, рекомендована заводом изготовителем автомобиля как альтернативный ремонт.
Протачиваются обе тормозные поверхности за один проход, что исключает разницу в толщине. Так же момент с изогнутыми ступицами тоже исключается, так как резцы устанавливаются вместо тормозного суппорта. Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок
Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя
Источник www.drive2.ru
Несколько способов проточки без снятия
Как осуществляется расточка тормозных барабанов Какой бы способ проточки тормозных дисков вы ни выбрали, прежде чем начать работу, убедитесь в том, что их толщина больше предельно допустимой и в них нет трещин. Если же они слишком тонкие или имеют трещины, не рискуйте, ремонтируя их. Лучше купите новые. Проточкой называется выравнивание рабочих поверхностей с использованием резца, а предлагаемые ниже способы — это шлифовка тормозных дисков без снятия.
- Существуют специальные агрегаты для шлифования тормозных дисков без снятия. Но я думаю, вы согласитесь со мной в том, что не стоит покупать агрегат ради шлифовки пары дисков. Дешевле будет полностью обновить тормозную систему.
- Если диски стоят на ведущей оси. Понадобится ровный деревянный брусок размером 30×15×5 см и несколько листов наждачки с крупным абразивным зерном (например, №40) на тканевой основе. Использовать наждачку и брусок предпочтительней, чем абразивный круг для наждака. Потому что рабочая поверхность абразивного круга в скором времени после начала шлифовки перестанет быть плоскостью. А плоскость сторон бруска не изменится во время работы. Не забывайте менять наждачку — это ускорит процесс шлифовки и улучшит ее результат. Поднимете автомобиль домкратом и подставьте под него какую-нибудь страховку. Снимите колесо, тормозной суппорт и пыльник тормозного диска. Суппорт подвесьте повыше, чтоб не мешал. Запустите двигатель, включите передачу скорость, вращения отрегулируйте по своему усмотрению. Лист наждачки постелите абразивом вниз, на него широкой стороной положите брусок, а выступающие из-под бруска края листа загните вверх. Получившуюся конструкцию прижимайте поочередно широкой гранью к рабочим поверхностям тормозного диска. Не старайтесь нажимать на нее сильнее, лучше все время двигайте точку соприкосновения.
- Стоящие на не ведущей оси тормозные механизмы шлифуются без снятия тем же приспособлением из бруска и листа крупной наждачки. Только двигаться будет не диск, а брусок с наждачкой. Двигать его будет сила ваших рук. Но сказать по правде, делать это без снятия диска уж очень неудобно дело пойдет гораздо быстрее, если вы снимите их и положите на верстак.
- Шлифовка тормозных дисков на ходу. Этот способ подойдет для восстановления дисков, стоящих как на ведущей оси, так и на ведомой. Но он подойдет для устранения только незначительных дефектов. Результата сильной температурной деформации он устранить не сможет. Сначала из старых тормозных колодок следует изготовить специальные приспособления. Для этого нужна болгарка с алмазным отрезным диском. А также абразивный зачистной диск для нее. Из зачистного круга необходимо вырезать два клинообразных сегмента. В старых тормозных колодках сделайте две выемки в соответствии с формой клиновых фрагментов. Их глубина должна быть на несколько десятых миллиметра меньше толщины абразивных вставок, чтобы последние после установки возвышались над поверхностью колодок. Вставьте сектора в выемки, предварительно смазав их каким-нибудь клеем, чтобы не выпадали. Получившиеся «абразивные колодки» установите в суппорт вместо штатных. Для проточки рабочих поверхностей нужно проехать от 5 до 10 км, периодически притормаживая. Спланируйте маршрут так чтобы избегать резких торможений либо замедлений по ухабистым участкам. Во время поездки контролируйте результат шлифовки. Образовавшийся по периметру диска буртик можно убрать после окончания поездки обычным напильником с крупной насечкой.
После выравнивания рабочих поверхностей не помешает обработать их более мелкозернистой наждачкой для того, чтобы уменьшить глубину рисок. Использовать наждачку с мелким зерном сразу не следует, потому что она хуже выводит плоскость и поверхность будет гладкая, но волнистая.
Где искать неисправность
- Биение передних дисков часто отдается не только в педаль, но и в руль.
- Биение задних лучше ощущаются через вибрации на кузове.
- Передние механизмы чаще страдают от температурной деформации, так как на них приходится основная нагрузка при торможении, следовательно, они сильнее греются. Деформация возникает следующим образом. При торможении диск нагревается и равномерно расширяется. Попавшая на какой-то участок вода, быстро остужает его, а он, остывая, сжимается и коробит всю деталь.
- Задние более подвержены коррозии. Так как из-за их небольшой нагруженности, попавшая на них вода долго не высыхает.
Как выполнить процедуру: пошаговая инструкция
На всех станциях техобслуживания процедура выполняется примерно одинаково. Рассмотрим подробнее оба способа.
Какие инструменты понадобятся
Если выполняется проточка со снятием, то необходимы стандартный набор инструментов и обычный токарный станок. Если же производится проточка без снятия, помимо инструментов для снятия колеса нужен ещё и специальный станок (например, Pro Cut).
Процесс со снятием
На первый взгляд процедура кажется легкой. Но здесь есть свои определенные сложности. Не нужно подвешивать автомобиль и крепить что-либо к суппортам — это плюс. Сложность заключается в том, что проточке подвергают сразу 3 поверхности ТД: верхнюю, нижнюю и околоступичную. Поверхности после выполнения работы должны быть идеально параллельными. Иначе биение никуда не уйдет.

До и после проточки
Процесс без снятия
Используемые для этой процедуры станки крепятся прямо на ступицу и бывают 2 видов. Первый вариант — единый узел, который соединяется со ступицей через переходник. И это обеспечивает более точную обработку. Такой узел дорого стоит.

Оборудование попроще включает в себя отдельный узел, на котором располагаются резцы. Такие станки дольше монтировать на автомобиль, резцы придётся крепить на скобе тормозного суппорта.

И в первом, и во втором случаях вращение ступицы производит сам станок. Автомобиль при этом заглушен, КПП переключена в нейтральное положение.
Далее:
- Машину поднимают на подъемнике, снимают колеса.
- Откручивают один суппорт и крепят его к пружине с помощью держателя.
- Измеряют кривизну поверхности, чтобы определить, сколько металла нужно снять.
- На шпильки ступицы крепят двигатель, который и будет вращать ТД.
- К “ушам” суппорта прикручивают специальную раму, на которой будут работать резцы. Их будет два. Поверхность около ступицы не нуждается в обработке.
- Далее начинается сама проточка.
Резцы медленно перемещаются по поверхностям, снимая за один проход несколько десятков микронов металла. За пару-тройку проходов обрабатывается один ТД. Далее станок переставляют на другое колесо и повторяют.
Первыми снимают фаски, которые остаются от колодок. Так снижается нагрузка на оборудование, а резцы более качественно обрабатывают поверхность.
По завершении процедуры обязательно меняют тормозные колодки. Иначе обработанные диски быстро придут в негодность.
Неоспоримый плюс метода проточки — ТД не снимают с посадочного места, а значит, третью поверхность обрабатывать не нужно. Метод передовой, но имеет свои недостатки.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.
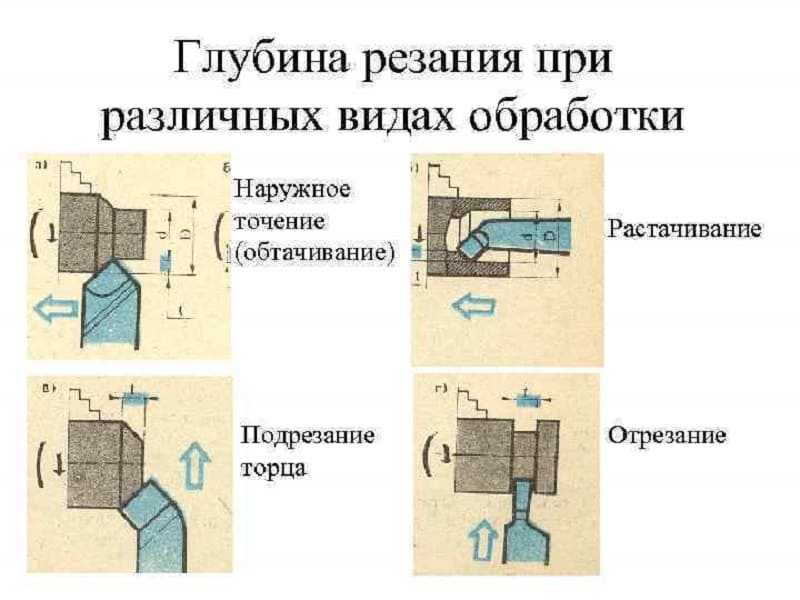
Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
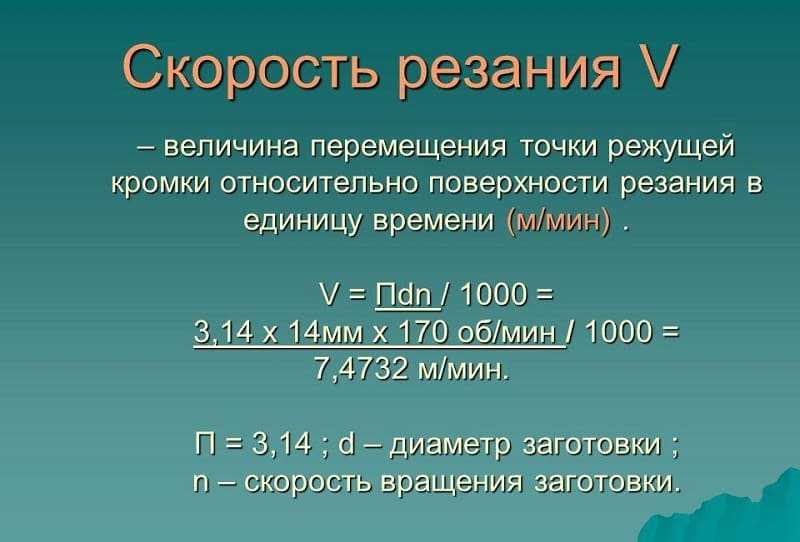
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Про цену
Как мы с вами уже поговорили, что поставить новые стоит ОЧЕНЬ И ОЧЕНЬ НЕ МАЛО! Например, на бизнес-класс вообще от 25 до 40 000 за оригиналы. А сколько же будет стоить проточить? Отвечу сразу – намного дешевле, примерно в 4 иногда 5 раз! А если найти парня, который занимается таким для себя, в качестве «шабашки», тогда вообще можно сделать за 1500 рублей за пару, так у меня друг делал для КАМРИ
Также проточки бывают двух видов:
- Со снятием, когда проводят всю операцию на станке
- Без снятия, когда к ступице колеса присоединяют специальный станок с двумя резцами и он точит поверхности
Если вы обращаетесь на СТО, на процесс со снятием, тогда получается что средние цены примерно такие:
- Автомобиль «A» и «B» класса – примерно 3000 — 3500 рублей за пару
- «С» класса – 3500 – 4000
- «D» около 5000 — 6000 руб.

Про остальные классы не знаю, как правило представительские авто, обслуживают новыми запчастями.
Если брать процесс без снятия, тогда цены немного ниже, примерно на 500 — 1000 рублей. Тут как какой сервис загнет. Почему дешевле, да просто потому что, не нужно снимать диски и куда-то их нести, одевать на станки набивать внутреннее «зеркало» или как еще называют плоскость. Банально мороки меньше все две плоскости (объясню чуть ниже).
Про цену
Как мы с вами уже поговорили, что поставить новые стоит ОЧЕНЬ И ОЧЕНЬ НЕ МАЛО! Например, на бизнес-класс вообще от 25 до 40 000 за оригиналы. А сколько же будет стоить проточить? Отвечу сразу – намного дешевле, примерно в 4 иногда 5 раз! А если найти парня, который занимается таким для себя, в качестве «шабашки», тогда вообще можно сделать за 1500 рублей за пару, так у меня друг делал для КАМРИ
Также проточки бывают двух видов:
- Со снятием, когда проводят всю операцию на станке
- Без снятия, когда к ступице колеса присоединяют специальный станок с двумя резцами и он точит поверхности
Если вы обращаетесь на СТО, на процесс со снятием, тогда получается что средние цены примерно такие:
- Автомобиль «A» и «B» класса – примерно 3000 — 3500 рублей за пару
- «С» класса – 3500 – 4000
- «D» около 5000 — 6000 руб.
Про остальные классы не знаю, как правило представительские авто, обслуживают новыми запчастями.
Если брать процесс без снятия, тогда цены немного ниже, примерно на 500 — 1000 рублей. Тут как какой сервис загнет. Почему дешевле, да просто потому что, не нужно снимать диски и куда-то их нести, одевать на станки набивать внутреннее «зеркало» или как еще называют плоскость. Банально мороки меньше все две плоскости (объясню чуть ниже).









