Момент и порядок затяжки гбц на автомобилях разных марок
Содержание:
- Как производится регулировка клапанов на моторе ЯМЗ 238: основные приемы
- Проверка зазора между клапанами и коромыслами
- Как выставить вмт на двигателе ямз 236
- Руководство по регулированию поршней на ЯМЗ 238
- Регулировка зазоров клапанов МАЗ
- Как затягивать коренные вкладыши и вкладыши шатунов
- Как сделать динамометрический ключ своими руками
- Как отрегулировать клапана на ямз 236
- Регулировка клапанов двигателя ЯМЗ-238
- Как установить поршень первого цилиндра
- Вывод
Как производится регулировка клапанов на моторе ЯМЗ 238: основные приемы
При получении некорректного значения исследуемой величины следует выполнить следующие действия:
- ослабить гайку регулировочного винта, расположенную на противоположном конце коромысла;
- вставить щуп подходящей толщины между торцом «запорного элемента» камеры сгорания и рычагом;
- вращать винт отверткой до момента установления приемлемого значения «теплового компенсатора»;
- предотвращая поворот винта, зажать гайку;
- удостоверится в номинальном значении зазора, при необходимости повторить спектр мероприятий.
регулировка регулировкаДальнейшую проверку и настройку клапанного механизма проводить в порядке 5-4-2-6-3-7-8 в положении «закрытый впускной канал исследуемого цилиндра + 120 градусов по часовой стрелке». После завершения цикла наладки клапанного узла следует снова проверить зазоры.
регулировкаДальнейшую проверку и настройку клапанного механизма проводить в порядке 5-4-2-6-3-7-8 в положении «закрытый впускной канал исследуемого цилиндра + 120 градусов по часовой стрелке». После завершения цикла наладки клапанного узла следует снова проверить зазоры.
К сведению. При проверке расстояний после вращения коленвала уже отрегулированного двигателя допускается колебание в границах 0,20-0,35 мм, вызванное неточностями деталей ГРМ.
На окончательном этапе необходимо:
- пустить мотор и диагностировать характер его работы на предмет отсутствия стуков;
- проверить состояние прокладок;
- поставить крышки ГБЦ.
Звонкие стуки в процессе работы мотора – повод еще раз проверить и настроить ГРМ.
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Источник
Как выставить вмт на двигателе ямз 236
ПРОВЕРКА И РЕГУЛИРОВКА УГЛА ОПЕРЕЖЕНИЯ ВПРЫСКИВАНИЯ ТОПЛИВА ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
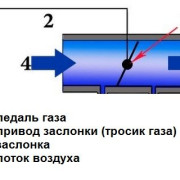
Для регулировки угла опережения впрыскивания топлива на картере маховика предусмотрены два люка (см. рис. 63), а на маховике в двух местах нанесены значения углов. Для нижнего указателя 3 эти значения выполнены на маховике в цифровом выражении, а для бокового указателя 4-в буквенном выражении,
при этом, букве «А» соответствует значение в цифровом выражении 20°; букве «Б»-15°; букве «В»-10°; букве «Г»-5°.
Вращать коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до совмещения меток на шкиве коленчатого вала и крышке шестерен распределения или на маховике с указателем, соответствующих установочному углу опережения впрыскивания топлива:
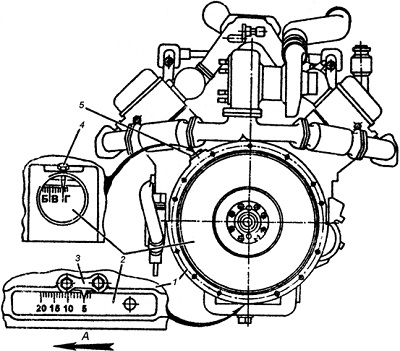
Рис. 63. Совмещение рисок на маховике с указателями картера маховика: 1-картер маховика; 2-маховик; 3, 4-указатели картера маховика; 5-пробка верхнего люка; А-направление вращения коленчатого вала
При этом клапаны в 1-ом цилиндре должны быть закрыты.
Вращать коленчатый вал можно ключом за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике (рис. 61) при снятой крышке люка картера маховика.
В момент совмещения меток должны совместиться метка «А» на торце муфты (рис. 64, 65) с риской «Б» на указателе. Если метки не совместились необходимо произвести регулировку.
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236НЕ2,БЕ2 (рис. 64):
• ослабить затяжку болта 2 клеммового соединения: фланец 3 — ведущая полумуфта 1;
• поворотом демпферной муфты совместить указанные метки;
• не сбивая совмещенного положения меток, затянуть болт клеммового соединения моментом 16.18 кгс-м. При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин. В случае появления гофр на пластинах 4, их устранение производится путем поочередного ослабления и последующей затяжки моментом 11.12,5 кгс-м четырех болтов 5 крепления пластин к фланцу полумуфты и к демпферной муфте;
• проверить правильность установки угла опережения впрыскивания.
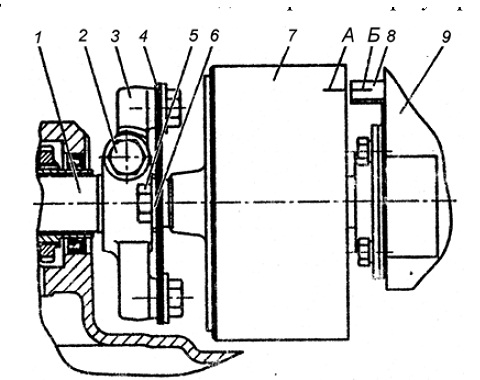
Рис. 64. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236НЕ2,БЕ2: 1-ведущая полумуфта; 2-болт клеммового соединения; 3-фланец полумуфты; 4-пластины привода; 5-болты крепления пластин привода; 6-шайбы; 7-демпферная муфта; 8-указатель; 9- топливный насос высокого давления; А-метка на демпферной муфте; Б-метка на указателе
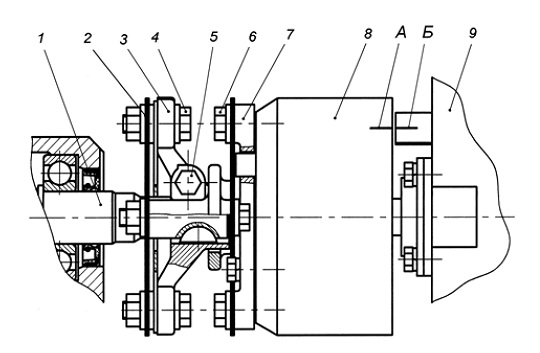
Рис. 65. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236Н,Б,НЕ,БЕ: 1-вал привода; 2-пластины привода; 3-ведущая полумуфта; 4-болты; 5-болт клеммового соединения; 6-болты; 7-полумуфта ведомая; 8-муфта опережения впрыска топлива; 9-топливный насос высокого давления; А-метка на муфте; Б-метка на указателе
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236Н,Б,НЕ,БЕ (рис. 65):
• проверить плотность посадки полумуфты 3 на валу привода 1 и затяжку клеммового болта 5 (момент затяжки 43,2.58,9 Н-м (4,4.6 кгс-м));
• отвернуть (ослабить) два болта 4 и поворотом муфты опережения за счет овальных отверстий на фланце полумуфты совместить метки «А» и «Б»;
• не сбивая совмещенного положения меток, затянуть болты 4 привода моментом затяжки 43,2.58,9 Н-м (4,4.6 кгс-м). При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин;
• провернув коленчатый вал, проверить правильность установки угла опережения впрыскивания. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Проверить наличие масла в муфте опережения впрыска топлива (двигатели ЯМЗ-236Н,Б,НЕ,БЕ), и, при необходимости, долить масло. Для контроля установить муфту отверстиями в верхнее положение и вывернуть пробки. При медленном повороте муфты на 70° из одного отверстия должно начать вытекать масло. После доливки масла пробки завернуть.
Источник
Руководство по регулированию поршней на ЯМЗ 238
Прежде чем проводить регулировку, следует подготовить двигатель. Для этого необходимо остудить мотор до 30 °C, и прекратить подачу горючего. Кроме того, следует зажать передающие рычаги коромысла:
- выпускные элементы цилиндров с первого по четвертый справа зафиксировать к торцу оси, а впускные – к упорной шайбе;
- остальные прижимаются наоборот.
Дальнейшая самостоятельная работа заключается в следующем:
- Отсоединить фиксаторы, и извлечь клапанные крышки ЯМЗ 238.
- Оценить степень затяжки болтов, норма – 120 – 150 Нм.
- Вращая коленвал слева направо нужно поймать момент полного поднимания впускного поршня цилиндра.
- Используя стержень, оценить люфт между торцом клапана и носком коромысла у впускного и выпускного поршня первого цилиндра.
- Для настройки люфтов открутить гайку регулировочного винта, вмонтировать стержень и, поворачивая шуруп отверткой, подобрать люфт в рамках 0.25 – 0.30 мм.
- Затянуть гайку и оценить размеры люфта. Если все выполнено грамотно, то стержень толщиной 0,25 мм должен спокойно входить, а с размерами в 0,30 мм – с усилием.
Справка! Для настройки люфтов системы поршней остальных цилиндров вращать коленвал следует в том же направлении до окончательного закрытия впускного поршня, а затем еще на треть оборота. Настройку проводить так же, как указано ранее, но последовательность следующая: 5-4-2-6-3-7-8.
Кроме того, строго придерживаться установленных значений не нужно. Допустимый разброс возможен в рамках 0.20 – 0.35 мм.
Как только настройка люфта будет завершена, следует активировать мотор и проанализировать его работу. Стуки в системе клапанов должны отсутствовать.
Если посторонние звуки присутствуют, то необходимо остановить работу мотора, а настройку люфтов повторить. В конце стоит оценить поврежденность прокладок клапанных крышек ЯМЗ 238 и вернуть все на свои места.
Регулировка зазоров клапанов МАЗ
Тепловые зазоры в клапанном механизме предназначены для обеспечения герметичной посадки клапана на седло, при расширении деталей привода клапанов во время работы двигателя. Величина теплового зазора у впускного и выпускного клапанов устанавливается одинаковой и регулируется в пределах 0,25.. .0,30 мм. При повторной проверке зазоров после прокрутки коленчатого вала отрегулированного двигателя возможно изменение их до пределов 0,20.. .0,35 мм из-за погрешности формы и расположения поверхностей деталей распределительного механизма, что является допустимым.
| рис. 1 |
При слишком больших тепловых зазорах уменьшается высота подъема клапанов, вследствие чего ухудшаются наполнение и очистка цилиндров, растут ударные нагрузки и увеличивается износ деталей газораспределительного механизма. При очень малых зазорах в результате теплового расширения деталей газораспределительного механизма не обеспечивается плотное прилегание клапанов к седлам, нарушаются газодинамические процессы в цилиндрах двигателя, ухудшаются мощностные и технико-экономические показатели двигателя. Кроме того, уменьшение зазора в приводе выпускных клапанов может привести к перегреву клапанов и их прогару.
Тепловые зазоры регулировать на холодном двигателе или не ранее, чем через 1 час после его остановки.
При регулировке тепловых зазоров и повторной их проверке коромысла клапанов рекомендуется прижать:
• на головке правого ряда цилиндров коромысла выпускных клапанов к торцу оси, впускных клапанов — к упорной шайбе;
• на головке левого ряда цилиндров коромысла выпускных клапанов к упорной шайбе, впускных клапанов — к торцу оси.
Выпускные клапаны правого ряда цилиндров расположены ближе к вентилятору, левого ряда цилиндров — к маховику.
Последовательность регулировки:
1. Выключить подачу топлива.
2. Отвернуть болты крепления крышек головок цилиндров и снять крышки.
3. Проверить момент затяжки болтов крепления осей коромысел, который должен быть 120… 150 Нм (12… 15 кгсм).
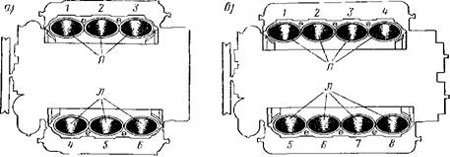
4. Проворачивая коленчатый вал по часовой стрелке (при виде со стороны вентилятора) спереди ключом за болт крепления шкива или сзади ломиком за маховик через люк в нижней части картера маховика, используя отверстия в маховике (рис. 1), установить момент, когда впускной клапан первого цилиндра полностью поднимется (то есть закроется). Продолжая вращать коленчатый вал, провернуть его еще примерно на ⅓ оборота (120°). Это положение коленчатого вала соответствует такту сжатия в первом цилиндре и оба клапана этого цилиндра будут закрыты.
| рис. 2 |
5. Проверить щупом зазор между торцом клапана и носком коромысла у впускного и выпускного клапанов первого цилиндра и, при необходимости, отрегулировать.
6. для регулировки зазоров отвернуть гайку регулировочного винта, вставить в зазор щуп и, вращая винт отверткой (рис. 2), установить зазор 0,25.. .0,30 мм. Придерживая винт отверткой, затянуть гайку и проверить величину зазора. При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, толщиной 0,30 мм — с усилием.
7. для регулировки зазоров клапанного механизма остальных цилиндров провертывать коленчатый вал в том же направлении до полного закрытия впускного клапана регулируемого цилиндра и дополнительно еще на ⅓ оборота. Зазоры регулировать как указано выше (см. п. 6).
Регулировку зазоров по цилиндрам рекомендуется проводить в соответствии с порядком их работы 1—4—2—5—3—6. Схема нумерации цилиндров приведена в разделе «Особенности двигателя».
8. После окончания регулировки зазоров запустить двигатель и прослушать его работу. Стуков в клапанном механизме не должно быть. В случае наличия характерного стука клапанов остановить двигатель и регулировку зазоров повторить.
9. Поставить и закрепить крышки головок цилиндров, проверить состояние прокладок. В месте прилегания крышек масло не должно подтекать.
Как затягивать коренные вкладыши и вкладыши шатунов
Итак, с учетом вышесказанного становится понятно, что момент затяжки коренных и шатунных вкладышей крайне важен. Теперь перейдем к самому процессу сборки.
- Прежде всего, в постели коренных шеек устанавливаются коренные вкладыши. Необходимо учитывать, что средний вкладыш отличается от других. Перед установкой подшипников удаляется смазка-консервант, после чего на поверхность наносится немного моторного масла. После этого ставятся крышки постелей, после чего осуществляется затяжка. Момент затяжки должен быть таким, который рекомендован для конкретной модели силового агрегата. Например, для моторов на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Н·м.
- Далее производится установка вкладышей шатунов. Во время сборки необходимо точно установить крышки на места. Указанные крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных вкладышей немного меньше по сравнению с коренными (показатель находится в рамках от 43 до 53 Н·м). Для Lada Priora коренные вкладыши затягиваются с усилием 68.31-84.38, а шатунные подшипники имеют момент затяжки 43.3-53.5.
Следует отдельно добавить, что указанный момент затяжки предполагает использование новых деталей. Если же речь идет о сборке, при которой используются бывшие в употреблении запчасти, тогда наличие выработки или других возможных дефектов может привести к отклонению от рекомендуемой нормы. В этом случае при затяжке болтов можно отталкиваться от верхней планки рекомендуемого момента, который указан в техническом руководстве.
Как сделать динамометрический ключ своими руками
Чтобы сделать необходимый всем механикам инструмент самостоятельно, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это ключ-звезда или четырехгранник для головки ручки, на которой построен динамометр.

Для работы вам понадобятся:
- шея;
- ручной динамометр с ограничением по весу от 35 до 40 кг;
- расширение;
- таблица максимальных усилий для затяжки опоры головки блока цилиндров.
Длина ожерелья постоянна. Это легко измерить. Если в таблице предельная сила равна 30 Нм, а длина кривошипа равна 0,3 м, то сила, отображаемая динамометром, должна быть равна 30:0,3 = 100 Н.
Один кг равен 10 ньютонам. Следовательно, устройство должно фиксировать усилие, равное 10 кг.
Для того, чтобы усилие было меньше, необходимо увеличить длину воротника. Для этого используйте удлинитель. А дальше все просто. В конце удлинителя сверлим отверстие для верхнего стального крюка. Тянем за нижний конец баланса до тех пор, пока не будет достигнуто нужное усилие.
Как отрегулировать клапана на ямз 236
РЕГУЛИРОВКА ЗАЗОРОВ В КЛАПАННОМ МЕХАНИЗМЕ ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б Тепловые зазоры в клапанном механизме предназначены для обеспечения герметичной посадки клапана на седло при расширении деталей привода клапанов во время работы двигателя. Величина теплового зазора у впускного и выпускного клапанов устанавливается одинаковой и регулируется в пределах 0,25. 0,30 мм. При повторной проверке зазоров после прокрутки коленчатого вала отрегулированного двигателя возможно изменение их до пределов 0,20.0,35 мм из-за погрешности формы и расположения поверхностей деталей распределительного механизма, что является допустимым.
При слишком больших тепловых зазорах уменьшается высота подъема клапанов, вследствие чего ухудшаются наполнение и очистка цилиндров, растут ударные нагрузки и увеличивается износ деталей газораспределительного механизма. При очень малых зазорах в результате теплового расширения деталей газораспределительного механизма не обеспечивается плотное прилегание клапанов к седлам, нарушаются газодинамические процессы в цилиндрах двигателя, ухудшаются мощностные и технико-экономические показатели двигателя. Кроме того, уменьшение зазора в приводе выпускных клапанов может привести к перегреву клапанов и их прогару.
Тепловые зазоры регулировать на холодном двигателе или не ранее, чем через 1 час после его остановки.
При регулировке тепловых зазоров и повторной их проверке коромысла клапанов рекомендуется прижать:
• на головке правого ряда цилиндров коромысла выпускных клапанов к торцу оси, впускных клапанов — к упорной шайбе;
• на головке левого ряда цилиндров коромысла выпускных клапанов к упорной шайбе, впускных клапанов
Выпускные клапаны правого ряда цилиндров расположены ближе к вентилятору, левого ряда цилиндров — к маховику.
1 Выключить подачу топлива.
2 Отвернуть болты крепления крышек головок цилиндров и снять крышки.
3 Проверить момент затяжки болтов крепления осей коромысел, который должен быть 120.150 Н-м (12.15 кгс-м).
4 Проворачивая коленчатый вал по часовой стрелке (при виде со стороны вентилятора) спереди ключом за болт крепления шкива или сзади ломиком за маховик через люк в нижней части картера маховика, используя отверстия в маховике (рис. 61), установить момент, когда впускной клапан первого цилиндра полностью поднимется (то есть закроется). Продолжая вращать коленчатый вал, провернуть его еще примерно на 1/3 оборота (-120°). Это положение коленчатого вала соответствует такту сжатия в первом цилиндре и оба клапана этого цилиндра будут закрыты.
5 Проверить щупом зазор между торцом клапана и носком коромысла у впускного и выпускного клапанов первого цилиндра и, при необходимости, отрегулировать.
6 Для регулировки зазоров отвернуть гайку
регулировочного винта, вставить в зазор щуп и, вращая винт отверткой (рис. 62), установить зазор 0,25.0,30 мм. Придерживая винт отверткой, затянуть гайку и проверить величину зазора. При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, толщиной 0,30 мм — с усилием.
7 Для регулировки зазоров клапанного механизма остальных цилиндров провертывать коленчатый вал в том же направлении до полного закрытия впускного клапана регулируемого цилиндра и дополнительно еще на 1/3 оборота. Зазоры регулировать как указано выше (см. п.6).
Регулировку зазоров по цилиндрам рекомендуется проводить в соответствии с порядком их работы 1-4-2-5-3-6. Схема нумерации цилиндров приведена в разделе «Техническая характеристика».
8 После окончания регулировки зазоров запустить двигатель и прослушать его работу. Стуков в клапанном механизме не должно быть. В случае наличия характерного стука клапанов остановить двигатель и регулировку зазоров повторить. зазоров отвернуть гайку
9 Поставить и закрепить крышки головок цилиндров, проверить состояние прокладок. В месте прилегания крышек масло не должно подтекать.
Регулировка клапанов двигателя ЯМЗ-238
Теперь, опишу сам порядок регулировки, который у меня выработался. Первым делом, ставим машину на ровное чистое место и достаем инструмент. Поднимаем кабину и откручиваем клапанные крышки клапанов.
Бывает, некоторые болты с барашками не хотят откручиваться от руки, тогда берем газовый ключ или большой рожковый ключ. Мне при такой проблеме, хорошо помогал ступичный трубчатый ключ на 55, который шел в комплекте инструмента на автомобиль.
Далее, берем накидной ключ на 30 с усилителем и залазим под переднюю часть автомобиля. Если клапана на машине регулируются в первый раз, то берем с собой еще и трехгранный напильник.
Ищем метку впрыска 1-го цилиндра на шкиве коленчатого вала и на передней части шкива обращенной к радиатору, запиливаем риску напротив метки 1-го цилиндра.
Затем, делаем еще одну метку диаметрально напротив первой, а также под 90 градусов к первым двум меткам, ставим еще две метки. Таким образом, мы делим шкив на четыре части под углом 90 градусов.
Теперь, приступаем к выставлению первой заводской метки под 18 градусов и это место на передней плите, следует отчеркнуть хотя бы мелом, т.к. оно еще пригодится.
Вылазим из под машины и проверяем не зажаты ли клапана 1-го цилиндра. Также, убедиться в этом можно по метке топливного насоса, тогда станет понятно, точно ли мы прокрутили двигатель и впрыск находится на 1-ом цилиндре.
Сначала, я тоже так делал и если оказывалось, что впрыск на 6-ом цилиндре, то опять залазил под машину, прокручивал двигатель еще на один оборот и начинал регулировку с 1-го цилиндра в порядке работы двигателя 1-5-4-2-6-3-7-8.
Отрегулировав оба клапана на 1-ом цилиндре, залазим под машину и прокручиваем коленвал так, чтобы вторая риска на шкиве оказалась напротив метки впрыска 1-го цилиндра на блоке. Таким образом, мы повернули коленвал ровно на 90 градусов и можно переходить на левый ряд цилиндров и регулировать следующий по порядку 5-ый цилиндр.
Затем, опять лезем под двигатель, крутим коленвал еще на 90 градусов до совпадения меток и регулируем клапана 4-го цилиндра на правой стороне двигателя. Далее, просто повторяем процесс для всех оставшихся цилиндров в соответствии с порядком работы мотора.
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.

Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Вывод
Двигатель ЯМЗ 7511 — это высококлассный и мощный современный мотор, который за время своей службы доказал, что достоин внимания. Высокие технические характеристики, мощность, а также простота в обслуживании и ремонте, сделали популярным и любимым двигатель ЯМЗ, как на территории России, так и за её приделами.
Головка блока цилиндров ЯМЗ-7511
Сборка головки блока цилиндров ЯМЗ-7511
Установить клапана в гнезда, к которым они притерты. (236-1007015; 7511-100710).
Установить головку блока цилиндров ЯМЗ-7511 на плиту поверочную с обеспечением предохранения привалочной плоскости головки от поверхности.
Установить тарелки клапанных пружин (236-1007024), пружины внутреннюю и наружную (7511.1007020), шайбы пружин клапана (7511.1007025), втулки тарелки пружины клапана (236-1007026).
С помощью приспособления вставить сухари клапанов (236-1007028).
Проверить на герметичность посадки клапанов после притирки и сборки.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление, изображенное на рисунке.
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.
Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на 1/4 оборота
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться. При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
С помощью шпильковерта ввернуть в головку цилиндров шпильки (310420-П2; 310460-П29; 310488-П29). Шпильки крепления коромысел клапанов (310420-П2) должны быть затянуты с моментом Мкр=50-100 Нм (5-10 кг/см).
Размер выступания над плоскостью головки цилиндров должен быть 57-60 мм.
Повторить операции 11.1-11.6 для остальных головок.
Установка головки блока цилиндров ЯМЗ-7511
Запрессовать штифты установочные головок (313410-П2, 16 шт.) в блок цилиндров двигателя ЯМЗ-7511/7514. Выступание штифтов в размер 10±0,5 мм.
Установить прокладки цилиндров (7511.1003312 и 7511.1003213, 8 шт.) на установочные штифты, проверив фиксацию уплотнителей в отверстиях прокладок.
Завернуть шпильки крепления головок цилиндров (7511.1003016-20, 42 шт.) в резьбовые отверстия блока цилиндров на 3-5 ниток резьбы от руки, а затем окончательно с Мкр=49-98 Нм (5-10 кг/см) (14, 15, 19), ключ для завертывания шпилек, гайковерт.
Установить головку цилиндров на шпильки и штифты установочные, протерев салфеткой привалочную плоскость и кольцевые канавки под прокладку (головка цилиндров с клапанами в сборе 7511.1003010).
Установить шайбы (16, 312399-П2, 48 шт.), навернуть гайки крепления головок цилиндров (М16, 311423-П5, 42 шт.) на шпильки на 3-5 ниток резьбы от руки плоским пояском к шайбе.
Завернуть гайки окончательно Мкр=216-235 Нм (22-24 кг/см) в два приема (S=24). Эту операцию повторить для остальных головок цилиндров.
Запрессовать штифты установочные (313410-П2, 2 шт.) крышки шестерен распределения в отверстия переднего торца блока цилиндров, выдержав размер выступания штифтов 10±0,5мм от плоскости блока цилиндров двигателя ЯМЗ-7511/7514.
С помощью подвески для двигателя установить блок на стенд для переборки двигателя.
Установить заглушку сапуна (238Н-1002402-Б) полностью прошлифованной стороной с прокладкой (236НМ-1014272) на блок ввернуть болты крепления (М10, 201495-П29, 2 шт.), подсобранные с шайбами (252136-П2, 2 шт.) на 2-3 нитки резьбы от руки, затем окончательно.
Установить трубку отвода масла от ТНВД (7511.1111620) в развал блока и закрепить болтами (16201-1015624, 2 шт.) (S=19).
Ввернуть пробку (К 8” 316109-П2) в отверстие крышки шестерен распределения (238Б-1002254Г) (S=27).
Смазать привалочные поверхности водяного насоса (7511.1307010-10) и крышки шестерен распределения тонким слоем графитовой смазки (ГОСТ 3333-80) УССА.
Установить на шпильки крышки прокладку водяного насоса (7511.1307048), водяной насос.
Навернуть гайки крепления (М10, 250513-П29, 4 шт.), подсобранные с шайбами (252136-П2 шт.) на шпильки крышки на 2-3 нитки резьбы от руки, а затем окончательно (S=17).
Смазать тонким слоем консистентной смазки «Литол-24» уплотнительную поверхность манжеты.