Протачиваем тормозные диски своими руками без снятия
Содержание:
- Варианты самостоятельной проточки
- Восстановление тормозных дисков на токарном станке
- Оценка состояния тормозных дисков, возможные их дефекты
- Основные параметры
- Несколько способов проточки без снятия
- Срок службы деталей тормозной системы, способы проточки дисков
- Процесс со снятием
- Проведение работ
- Ремонт тормозных дисков своими руками
- Что такое проточка
Варианты самостоятельной проточки
Поскольку цена на услуги по профессиональной проточке многих пугает, некоторые автомобилисты задумываются относительно самостоятельного проведения подобной процедуры.
Настоятельно не советую браться за такую работу, если у вас нет навыков, опыта и специального оборудования. Подобная шлифовка точно не избавит от биения диска, и послужит временной мерой. Часто в видео инструкциях, а также в описаниях самостоятельной проточки, публикуемых на том же сайте Драйв, в ход идет болгарка, шлифовальные круги, наждачка и прочие подручные абразивы.
Эффект достигается незначительный, и только на некоторое время восстанавливает поверхность тормозного диска. Потому предпочтительнее отдать узел в руки профессионалов. В автосервисах есть специальный стенд, позволяющий без снятия провести обработку изделия.
При этом можно выделить 2 способа, которые все же можно использовать в гаражных условиях, пытаясь своими руками вернуть работоспособность тормозного узла на прежний уровень.
Напильник или болгарка
Сразу скажу, что представленный способ подходит только под автомобили ВАЗ, отечественные машины и старенькие иномарки. Интересно, что АвтоВАЗ даже в инструкциях по эксплуатации описывает, как автовладелец может сам с помощью напильника убрать буртики.
Есть усовершенствованный способ избавления от буртиков. Выглядит процедура так:
- Сначала поднимается автомобиль и снимается необходимое колесо, за которым находится проблемный элемент;
- Затем запускается двигатель машины;
- Включается 5 передача;
- Для удаления буртика можно взять напильник, либо же крупнозернистый диск для болгарки;
- Прикладывая небольшое усилие инструментом к диску, за счет вращения колеса делается проточка;
- После обработки диск обезжиривается.
Как вы поняли, здесь нужен помощник, чтобы один человек точил диск, а второй нажимал на педаль газа для обеспечения вращения ступицы колеса.
Важно быть предельно внимательным. Ни в коем случае не применяйте такой метод на иномарках, даже если это подержанный автомобиль , и на и новых авто
Шлифовка без снятия станком
Если и делать проточку самостоятельно, то только этим методом. Поскольку никто в свой гараж не станет покупать дорогостоящее специализированное оборудование, большинство обходятся обычным токарным станком.
Но современные технологии позволяют получить специальный станок для проточки за сравнительно небольшие деньги. Это агрегат высокого уровня, способный частично заменить профессиональные установки для проточки.
Проточка с помощью специального станка выполняется без снятия самого диска. Устройство, оснащенное электродвигателем, крепится на диске, и с обеих сторон агрегата имеются резцы. Тем самым удается избавиться даже от биения в гаражных условиях. Подробнее об использовании станка нужно читать в руководстве к конкретной модели.
Сначала проводится настройка стенда и его адаптация под параметры диска. Затем буквально за 5 минут девайс сам восстанавливает элемент тормозной системы, снимая необходимый слой.
А поскольку мы заговорили о тормозной системе, не лишним будет разобраться в работе соседа тормоза в виде сцепления .
Что вы думаете насчет самостоятельной проточки? Стоит ли этим заниматься своими руками, или лучше отдать диски в автосервис, где есть программируемое, автоматизированное профессиональное оборудование?
Спасибо, что вы с нами! Подписывайтесь, задавайте актуальные вопросы и рассказывайте о нас своим друзьям!
(2 оценок, среднее: 3,00 из 5)
Подпишитесь на обновления и получайте статьи на почту!
Гарантируем: никакого спама, только новые статьи один раз в неделю!
Как писал ранее о приобретении ништяков и какой геморрой получился, я был бы ни я если бы позволил себе гонять на вибраторе (а точнее с дискомфортом)и так ездил и думал как же быть как быть, сдавать диски ни вариант, далеко, бенза больше сожжешь чем стоят диски, на проточку отдавать не хотелось так как уже имел горький опыт, после проточки становилось хуже ( а цена за такое удовольствие 1000-1500 русских), а если же на спец станке (а таких у нас нет и цена от 4000-5000) не вижу смысла для таза тратить бабло такое, легче купить еще 3 к-т передних дисков., и как то ночью ни спалось, и посетила мысля такая, а почему бы ни сделать проточку дисков на месте, но как, и тут меня осенило (кстати большинство реализации моих переделок приходят ночью когда ложусь спать, прям перед сном), а почему бы ни сделать абразивные накладки)))и понеслось…купил шлифовальный диск (ШД), характеристики на фото видно…
хорошо что не выкидываю сразу отработанные накладки…
так же валялся алмазный диск, который работал последний раз пару лет назад, и вот опять пригодился…
Восстановление тормозных дисков на токарном станке
Выполнить проточку ТД также удается на обычном токарном станке, для обработки берется стандартный или специально сваренный резец. Для профессионального токаря работа не представляет никакой сложности, чтобы ее выполнить, потребуется:
- зажать диск в патроне, не забыв его хорошенько отцентровать (необходим индикатор);
- очистить обрабатываемую поверхность от ржавчины, проверить на биение плоскость тем же индикатором;
- выровнять резцом поверхности сначала с одной, а затем с другой стороны, перевернув диск. Также здесь можно обработать плоскость в месте прилегания к ступице.
Как правило, проточка на токарном станке дает неплохие результаты, вибрация при торможении пропадает. Но если ничего не изменилось, и биение в руль осталось прежним, вероятно, причиной дефекта является грязь, попавшая между ТД и ступицей. Еще немало зависит от квалификации работника, если центр будет выставлен неточно, ничего хорошего из этого не получится.
Оценка состояния тормозных дисков, возможные их дефекты
Толщина тормозных дисков

Маркировка тормозного диска
Допустимые размеры толщины тормозного диска добросовестные производители наносят с торца его рабочей части, точнее, на ребре. Но обычно оценка степени износа производится «на глазок». Диаметр тормозного диска ненамного превышает диаметр рабочей его площади, которая контактирует с колодками. В результате снаружи образуется выступ, по величине которого можно сделать выводы о том, насколько «сточен» диск. Как правило, кромка высотой более миллиметра является достаточным основанием для замены детали. Если по каким-либо причинам ремонт невозможен (отсутствие запчастей или средств), то нельзя допускать езду с изношенными более чем наполовину колодками – иначе вывалится поршень тормозного цилиндра. Кроме того, чрезмерно тонкий диск наиболее сильно подвержен деформациям вследствие нагрева, что станет причиной его биения при торможении. Кроме того, значительно снизится механическая прочность, что, в крайних случаях, приведёт к разрушению детали. Особенно «слабы» в этом плане вентилируемые перфорированные тормозные диски – их низкая прочность зачастую вызвана сильной коррозией, разрушающей рёбра жёсткости между сторонами диска.
Борозды на тормозных дисках
Появление борозд на рабочих поверхностях, соприкасающихся с колодками, неизбежно. Суппорт не является абсолютно жёстким механизмом, детали которого не изменяют своего взаимного расположения. Меняются как углы взаимного расположения трущихся поверхностей колодки и диска, так и угол положения подвижной скобы суппорта относительно кронштейна, вследствие подвижности направляющих. Слишком большие и глубокие борозды значительно уменьшают поверхность соприкасающихся колодок и дисков, из-за чего снижается эффективность торможения.
Коррозия тормозных дисков

Коррозия и борозды на тормозном диске
Коррозия на рабочей поверхности диска, если её очаги достаточно глубоко проникли в металл, может способствовать выкрашиванию последнего. Правда, если авто постоянно эксплуатируется, то такого не случается. Главные неприятности коррозия доставляет, когда благодаря ей посадочное место диска «прикипает» к ступице, из-за чего снятие тормозного диска может стать достаточно мучительной процедурой. Очень хорошо в плане предотвращения такой неприятности помогает нанесение тонкого слоя смазки на сопрягаемые поверхности во время сборки узла. Как снять тормозной диск, если он всё-таки прикипел? Когда ржавчина достаточно сильно «въелась» в детали, то зачастую приходится высверливать даже болты, фиксирующие диск на ступице. Замачивание «Жидким ключом» мест стыковки ступицы и диска – бесполезное занятие. Максимально чисто убрав ржавчину со стыка, стоит попытаться ввернуть длинные болты в дополнительные отверстия диска и ими «отжать» его от ступицы. При этом нужно ударами тяжёлого молотка сбивать диск. Метод тупой, но эффективный – главное, не терять терпения.
Трещины
При обнаружении трещин на тормозных дисках ни в коем случае не пытайтесь и дальше ездить без замены деталей. В любой момент диск может разрушиться и создать массу проблем.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
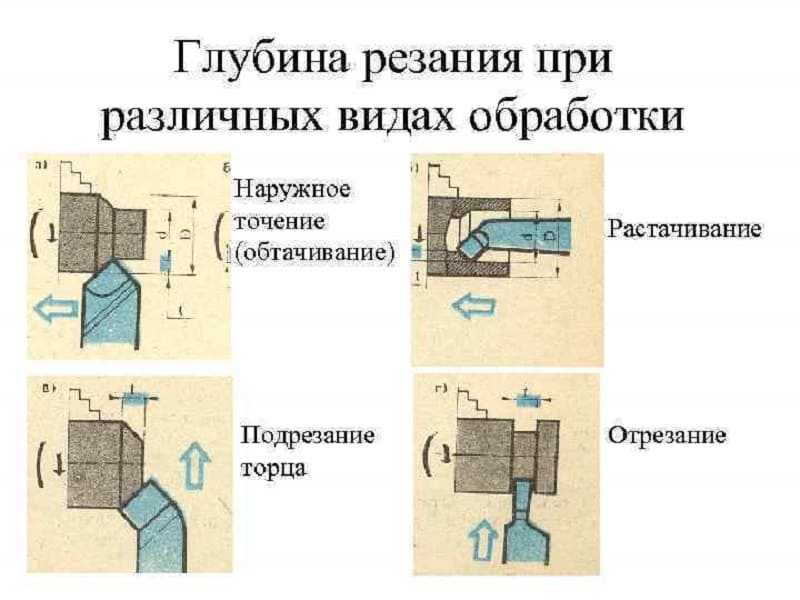
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.
Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
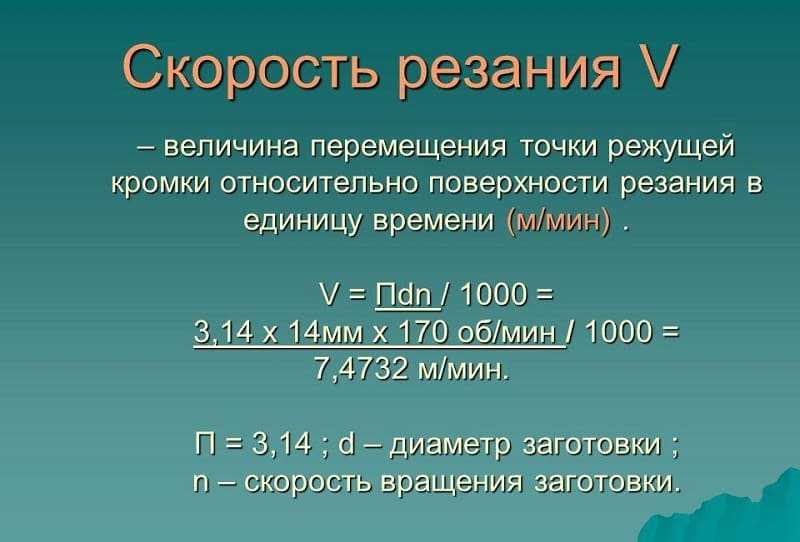
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Несколько способов проточки без снятия
Как осуществляется расточка тормозных барабанов Какой бы способ проточки тормозных дисков вы ни выбрали, прежде чем начать работу, убедитесь в том, что их толщина больше предельно допустимой и в них нет трещин. Если же они слишком тонкие или имеют трещины, не рискуйте, ремонтируя их. Лучше купите новые. Проточкой называется выравнивание рабочих поверхностей с использованием резца, а предлагаемые ниже способы — это шлифовка тормозных дисков без снятия.
- Существуют специальные агрегаты для шлифования тормозных дисков без снятия. Но я думаю, вы согласитесь со мной в том, что не стоит покупать агрегат ради шлифовки пары дисков. Дешевле будет полностью обновить тормозную систему.
- Если диски стоят на ведущей оси. Понадобится ровный деревянный брусок размером 30×15×5 см и несколько листов наждачки с крупным абразивным зерном (например, №40) на тканевой основе. Использовать наждачку и брусок предпочтительней, чем абразивный круг для наждака. Потому что рабочая поверхность абразивного круга в скором времени после начала шлифовки перестанет быть плоскостью. А плоскость сторон бруска не изменится во время работы. Не забывайте менять наждачку — это ускорит процесс шлифовки и улучшит ее результат. Поднимете автомобиль домкратом и подставьте под него какую-нибудь страховку. Снимите колесо, тормозной суппорт и пыльник тормозного диска. Суппорт подвесьте повыше, чтоб не мешал. Запустите двигатель, включите передачу скорость, вращения отрегулируйте по своему усмотрению. Лист наждачки постелите абразивом вниз, на него широкой стороной положите брусок, а выступающие из-под бруска края листа загните вверх. Получившуюся конструкцию прижимайте поочередно широкой гранью к рабочим поверхностям тормозного диска. Не старайтесь нажимать на нее сильнее, лучше все время двигайте точку соприкосновения.
- Стоящие на не ведущей оси тормозные механизмы шлифуются без снятия тем же приспособлением из бруска и листа крупной наждачки. Только двигаться будет не диск, а брусок с наждачкой. Двигать его будет сила ваших рук. Но сказать по правде, делать это без снятия диска уж очень неудобно дело пойдет гораздо быстрее, если вы снимите их и положите на верстак.
- Шлифовка тормозных дисков на ходу. Этот способ подойдет для восстановления дисков, стоящих как на ведущей оси, так и на ведомой. Но он подойдет для устранения только незначительных дефектов. Результата сильной температурной деформации он устранить не сможет. Сначала из старых тормозных колодок следует изготовить специальные приспособления. Для этого нужна болгарка с алмазным отрезным диском. А также абразивный зачистной диск для нее. Из зачистного круга необходимо вырезать два клинообразных сегмента. В старых тормозных колодках сделайте две выемки в соответствии с формой клиновых фрагментов. Их глубина должна быть на несколько десятых миллиметра меньше толщины абразивных вставок, чтобы последние после установки возвышались над поверхностью колодок. Вставьте сектора в выемки, предварительно смазав их каким-нибудь клеем, чтобы не выпадали. Получившиеся «абразивные колодки» установите в суппорт вместо штатных. Для проточки рабочих поверхностей нужно проехать от 5 до 10 км, периодически притормаживая. Спланируйте маршрут так чтобы избегать резких торможений либо замедлений по ухабистым участкам. Во время поездки контролируйте результат шлифовки. Образовавшийся по периметру диска буртик можно убрать после окончания поездки обычным напильником с крупной насечкой.
После выравнивания рабочих поверхностей не помешает обработать их более мелкозернистой наждачкой для того, чтобы уменьшить глубину рисок. Использовать наждачку с мелким зерном сразу не следует, потому что она хуже выводит плоскость и поверхность будет гладкая, но волнистая.
Где искать неисправность
- Биение передних дисков часто отдается не только в педаль, но и в руль.
- Биение задних лучше ощущаются через вибрации на кузове.
- Передние механизмы чаще страдают от температурной деформации, так как на них приходится основная нагрузка при торможении, следовательно, они сильнее греются. Деформация возникает следующим образом. При торможении диск нагревается и равномерно расширяется. Попавшая на какой-то участок вода, быстро остужает его, а он, остывая, сжимается и коробит всю деталь.
- Задние более подвержены коррозии. Так как из-за их небольшой нагруженности, попавшая на них вода долго не высыхает.
Срок службы деталей тормозной системы, способы проточки дисков
Как и все узлы и механизмы в автомобиле, части тормозной системы (ТС) подвержены износу, они имеют определенный ресурс, установленный заводом-изготовителем. В среднем колодки выхаживают от 20 до 50 тыс. км, тормозные диски (ТД), как правило, служат в два раза дольше. Но ресурс может быть и другим, он зависит:
- от стиля вождения;
- погодных условий;
- качества материалов;
- выполнения норм при проведении ремонта.
Сейчас читают Как работает 4-тактный двигатель, требования к…
Запуск двигателя
При частом торможении, резком нажатии на педаль тормоза износ деталей происходит интенсивнее, от нагрева возникает деформация ТД, из-за этого срабатываются неравномерно и колодки. Также срок службы колодок и дисков сокращается во время эксплуатации авто в мокрую погоду, недолго служат неоригинальные запчасти сомнительного производства.
Замену ТД целесообразно проводить в том случае, если их рабочая поверхность имеет износ свыше установленной нормы, или сами запасные части стоят недорого. Конечно, всегда можно купить новые тормозные диски, но нет стопроцентной гарантии, что биение при торможении не исчезнет, так как детали бывают разного качества, или причина дефекта может скрываться в чем-то другом (например, между диском и ступицей скопилась грязь, сама ступица деформирована).
Известны способы проточки ТД:
- на токарном станке;
- в гаражных условиях на наждачном станке;
- самостоятельно при помощи наждачного круга непосредственно на автомобиле;
- с использованием оборудования Pro Cut.
Второй и третий способ не гарантируют хороших результатов, и чаще всего применяются в экстренных случаях, когда необходимо поездить лишь некоторое время, затем все равно нужно будет проводить более качественный ремонт. Проточка на токарном станке дает лучшие результаты, но здесь не учитывается то, что дефект может скрываться и в других деталях. Диагностика и ремонт на стенде Про Кат – самый надежный метод избавиться от вибраций в тормозной системе, единственный минус такого решения – не всегда оправданные финансовые вложения. В автосервисах подобная работа стоит недешево, иногда цена ремонта превышает стоимость самих запчастей.
Процесс со снятием
Здесь с одной стороны все гораздо легче, с другой намного сложнее. Легче потому что диск снимается полностью, не нужно подвешивать суппорт и крепить какие-то части к самой подвеске. Сложнее — что вам нужно протачивать не одну поверхность, а сразу три! Причем стоит делать без снятия диска, один раз закрепляется, и проходим все поверхности сразу. Если же будете снимать то параллельность плоскостей однозначно нарушится, таким образом, вы сделаете еще хуже.

Здесь вся сложность в том, что резец по наружной части найти легко, а вот залезть назад без снятия СЛОЖНО. Потребуется определенная «приспособа» как бы обратный резец либо специальный станок.
Минус этого метода – что многие мастера делают проточку, снимая и поворачивая на обратную сторону, практически делают еще хуже.
Проведение работ
Соприкасаясь с диском, колодка сама изнашивается и нарезает на поверхности диска слабые борозды. Впоследствии они становятся глубже. За счет того, что колодка начинает тереть не по все рабочей своей площади, а лишь по гребням нарезанных канавок, то эффективность работы тормозной системы уменьшается. Убрав гребни, мы вернем большую площадь соприкосновения, и качество торможения повысится.
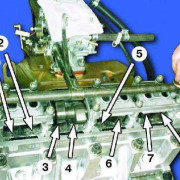
Использование станков
Перед тем как проточить тормозной диск своими руками с помощью специального станка, необходимо снять колесо. Для этого поддомкрачиваем нужную сторону. Далее подсоединяем на болты или шпильки вращающуюся часть оборудования. На стационарные элементы колесного узла фиксируем рабочий блок, который будет проводить выравнивание поверхности.
Весь станок умещается на небольшую тележку, которую удобно подкатывать к каждому из колес поочередно. Работа с каждым колесом занимает не более 10 минут. Популярным является оборудование PRO-CUT. Параметры обработки контролируются с помощью экрана.
Удобство этого метода очевидны:
- не нужно много разбирать, достаточно снять колесо;
- полученная точность сравнима с новыми заводскими параметрами биения и чистоты поверхности;
- быстрота обработки и контроль результата в любую секунду процесса.
Также используется проточка со снятием тормозного диска. В этом случае понадобится специальная оправка, на которую будет базироваться диск, чтобы минимизировать биение. Если все сделать аккуратно на токарном станке, то можно обойтись без дополнительной балансировки. Если биение более 0,1 мм, то необходимо провести повторную обработку.
Работа подручными средствами
Для тех, у кого нет желания или возможности проводить обработку с помощью станка, то можно воспользоваться обыкновенным напильником или заточным бруском. Работать напильником удобнее со снятым диском. Основной задачей является аккуратная фиксация диска в тисах и контроль толщины в обрабатываемой плоскости. Однако такой метод даст слабые результаты и приведет к появлению биения.
Более эффективным методом можно назвать обработку неснимаемого тормозного диска. Для этого поднимаем домкратом нужную ось автомобиля и снимаем колеса. Заводим авто и прогазовываем на высшей передаче. Одновременно напарник касается напильником или крупнозернистым заточным камнем поверхности диска.
Метод дает меньшее биение, чем при ручной обработке напильником. Стоит регулировать нажим, чтобы он был примерно одинаковым, не позволяя врезаться инструменту глубоко в тело диска. Такая работа занимает 20-30 минут.
После проточки желательно промыть с помощью растворителя поверхность диска. Применять масло или масляную ветошь для промывки категорически запрещено, чтобы не снизить коэффициент трения.
Ремонт тормозных дисков своими руками
Если при торможении появилось биение, а автовладелец не готов к покупке новых ТД, проточку можно выполнить самостоятельно, не прибегая к услугам профессиональных мастеров, без использования специального оборудования, но хороший результат в этом случае гарантировать сложно. Своими руками поверхность дисков выравнивают обычно следующими способами:
- в гараже при наличии болгарки (углошлифовальной машины) и наждачного станка;
- непосредственно на автомобиле, используя ту же УШМ или снятый наждачный круг;
- установив самодельные тормозные колодки с врезанными в них кусками отрезного круга.
В первом случае вместо наждачного круга закрепляем на станке тормозной диск, предварительно его необходимо отцентровать. Включаем «наждак», запускаем в работу болгарку – отрезным, а затем шлифовальным кругом обрабатываем неровную поверхность, убирая все шероховатости и выпуклости. Шлифовку плоскости выполняем с обеих сторон, обычно проточка одного диска выполняется за 15-20 минут. Необходимо не забывать о технике безопасности: во время работы надевать защитные очки, действовать режущим инструментом аккуратно.

Когда изнашивается поверхность тормозного диска, образуется своего рода буртик, мешающий нормально установить новые колодки по своим местам. Отшлифовать плоскость можно также с помощью болгарки или наждачного круга, но выполнить эту операцию уже в составе автомобиля. Для этого производим следующие действия:
- поддомкрачиваем машину и снимаем колесо на той стороне, где будет производиться проточка ТД;
- под колеса ставим подкаты, запускаем двигатель, включаем вторую или третью передачу;
- запускаем углошлифовальную машинку, отрезным диском убираем все неровности на поверхности.

Можно не пользоваться УШМ, а к вращающемуся диску приложить круг от наждачного станка, держать его до тех пор, пока поверхность не станет относительно ровной. Идеальной обработки здесь добиться сложно, но все же это лучше, чем эксплуатировать авто с «гнутыми» ТД. В любом случае биение на руле и отдача в педаль должны уменьшиться. Еще некоторые водители для проточки применяют деревянный брусок с листом наждачной бумаги, в этом случае «наждачки» потребуется несколько штук.
Что такое проточка
Снятие и замена тормозных дисков Лада Калина
Не все автомобилисты знают, когда можно обойтись обычной шлифовкой или проточкой, а в каких ситуациях лучше провести замену тормозных колодок или самих дисков.
Есть множество причин, из-за которых на поверхностях тормозных автомобильных дисков появляются бороздки, а по краям, где прилегает колодка к диску, образуются так называемые буртики. Но на этом вопросе детально останавливаться не буду. Если захотите, напишу отдельный материал, в котором подробно опишу причины износа тормозного узла, последствия и решения возникающих проблем. Пока же продолжим изучать актуальную тему.
Технология проточки подразумевает снятие поверхностных дефектов с рабочих поверхностей автомобильных тормозных дисков.
При этом у каждого диска есть свои ограничения по минимальному слоя рабочей поверхности, при котором узел сохраняет свою эффективность. Узнать этот показатель можно из руководства по эксплуатации, если стоят заводские тормоза, либо в описании запчасти, которую вы устанавливали на свой автомобиль.
Бывалые автомобилисты и специалисты советуют одновременно с проточкой или расточкой тормозных дисков менять колодки. Это актуально в ситуациях, когда причина износа кроется именно в наличии дефектов на тормозных колодках. А когда бюджет достаточно обширный на ремонтно-восстановительные работы, зачастую лучше сразу купить комплект новых дисков, а не пытаться восстановить старые.
Особенно замена предпочтительнее расточки, если вы проводите шлифовку своими руками, не имея в распоряжении специальный стенд, профессиональный станок и соответствующие навыки
Причем совершенно неважно, какой автомобиль вы ремонтируете, старенькую Газель, ВАЗ или новую иномарку