Назначение устройство и принцип работы кшм
Содержание:
- Конструктивные особенности
- Конструкция и сборка поршневой группы.
- Примечания
- Поршень с кольцами и пальцем
- Кривошипный пресс: применение и характеристики
- Поршень с кольцами и пальцем
- Особенности работы двигателя. Такты
- Устройство кривошипно-шатунного механизма
- Неисправности, возникающие при работе КШМ и их причины
- Гильза
- Как устроена деталь
- Коленчатый вал
- Признаки наличия неисправностей в работе КШМ
- Коленчатый вал
- От механического лобзика до электрического один шаг
Конструктивные особенности
Поскольку штамповка на станках данной категории выполняется при высоких температурах (1000–1200°
), их конструкция отличается некоторыми особенностями.
- Для оснащения КГШП средней и невысокой мощности используются асинхронные двигатели, а на оборудование, развивающее большие усилия (свыше 31,5 МН), могут устанавливаться синхронные агрегаты и даже двигатели, работающие на постоянном токе.
- От электродвигателя вращение на конструктивные элементы станка передается посредством мощной клиноременной передачи.
- Принимающий вращение вал, установленный в подшипниках скольжения, с одной стороны оснащен маховым колесом, а вторым концом соединяется с элементами открытой понижающей передачи, вращение от которой передается на эксцентриковый вал.
- На одном конце эксцентрикового вала устанавливается тормоз ленточного типа, а на втором – муфта включения, работающая за счет наличия в ее конструкции нескольких фрикционных дисков.
- На станке установлена система, обеспечивающая в зависимости от необходимости включение либо муфты, либо тормоза. Конструктивно такая система связана и с узлом торможения махового колеса.
- На кривошипно-шатунном механизме установлены верхние направляющие ползуна. Нижняя часть ползуна соединяется с подвижной частью штампа, установленного на прессе.
- Для регулировки закрытой высоты КГШП используется специальный клиновой механизм, который монтируется на рабочем столе оборудования.
- Станина, отличающаяся высокой жесткостью, собирается из отдельных конструктивных элементов, соединяемых друг с другом при помощи стяжных шпилек. Чтобы обеспечить требуемый уровень сжимающих напряжений, создаваемых такими шпильками, их затяжку выполняют в нагретом состоянии.
- Нижняя (неподвижная) часть штампа фиксируется на рабочем столе пресса.
- КГШП также оснащаются системами смазки и управления, причем система управления обязательно содержит в своем составе контрольно-диагностическое оборудование.

Схема штампа КГШП
Если сравнивать КГШП с обычным кривошипным оборудованием, то в его работе также можно выделить несколько особенностей.
- Для того чтобы штампуемый на таком оборудовании металл не успел остыть, необходима высокая скорость выполняемой обработки.
- Максимальный выход энергии за короткий промежуток времени, в течение которого выполняется горячая штамповка, обеспечивается за счет использования высокомощного привода.
- Шатун пресса нельзя регулировать, что делает его более жестким и прочным.
- Муфта включения имеет в своем оснащении увеличенное количество фрикционных дисков.

Сравнительные данные штамповки на КГШП и молотах
Современные модели станков данной категории еще более усовершенствованы. Так, на них устанавливаются кривошипно-клиновые механизмы, которые пришли на смену конструкциям кривошипно-шатунного типа. Такие механизмы позволяют выполнять штамповку с более высокой точностью, а элементы их конструкции, характеризующейся меньшей площадью поверхности контакта, изнашиваются менее интенсивно.
Конструкция и сборка поршневой группы.
Поршневая группа (рис. 3) состоит из цилиндра (на рисунке не показан), поршня 4, поршневых колец (на рисунке не показаны), поршневого пальца 3, обеспечивающего соединение поршня с верхней головкой 2 шатуна 5, и деталей уплотнения. Фиксация поршневого пальца от осевого смещения осуществляется стопорными кольцами 1. Изготавливают поршни из чугуна или алюминиевых сплавов.
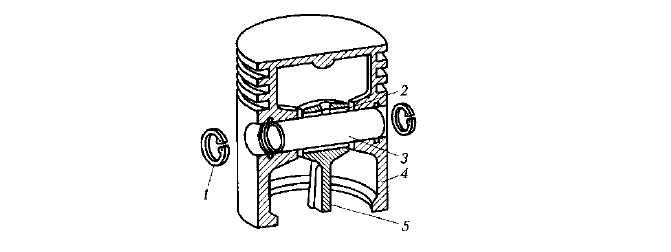 Рис. 3. Поршневая группа: 1 — стопорное кольцо; 2- верхняя головка шатуна; 3 — поршневой палец; 4 — поршень; 5 — шатун.
Рис. 3. Поршневая группа: 1 — стопорное кольцо; 2- верхняя головка шатуна; 3 — поршневой палец; 4 — поршень; 5 — шатун.
На образующих поверхностях поршня выполняют 3 — 7 канавок в зависимости от конструкции механизма. В верхних канавках поршня размещают уплотнительные, а в нижних — маслосъемные кольца, изготовленные из мелкозернистого чугуна. Плотное прилегание колец к стенкам цилиндров обеспечивается их упругими свойствами.
Поршневые кольца обеспечивают защиту камеры сгорания (компрессионной камеры) от попадания масла из картера и препятствуют проходу газов между поршнем и стенками цилиндра.
Предъявляемые к поршневой группе требования могут быть выполнены только в том случае, если правильно выбраны зазоры между поршневыми кольцами и стенками канавок под них. Значения этих зазоров зависят от конструкции двигателя и условий его эксплуатации и указываются в технических условиях на сборку или в справочниках.
Цилиндры и поршни подбирают друг к другу. Способ подбора зависит от типа производства. В условиях единичного производства осуществляется индивидуальная пригонка поршня к цилиндру. В серийном производстве используется метод групповой (частичной) взаимозаменяемости, сортируя поршни на группы по массе, которая в большинстве случаев указывается на днище с помощью клеймения, и размерам цилиндра.
Примечания
- ↑ Короткоходный двигатель / М. А. Латинский // Конда — Кун. — М. : Советская энциклопедия, 1973. — (Большая советская энциклопедия : / гл. ред. А. М. Прохоров ; 1969—1978, т. 13).
- ↑ Тронковый двигатель // Тихоходки — Ульяново. — М. : Советская энциклопедия, 1977. — (Большая советская энциклопедия : / гл. ред. А. М. Прохоров ; 1969—1978, т. 26).
- ↑ Крейцкопфный двигатель / В. И. Ефанов // Конда — Кун. — М. : Советская энциклопедия, 1973. — (Большая советская энциклопедия : / гл. ред. А. М. Прохоров ; 1969—1978, т. 13).
- ↑ 12 Ritti, Tullia; Grewe, Klaus; Kessener, Paul (2007), «A Relief of a Water-powered Stone Saw Mill on a Sarcophagus at Hierapolis and its Implications», Journal of Roman Archaeology, 20, pp. 138—163
- ↑ Schiöler, 2009
Поршень с кольцами и пальцем
Поршень – это небольшая цилиндрическая деталь, изготовленная из алюминиевого сплава. Его основным назначением является преобразование давления выделяемых газов в поступательное движение, передаваемое в шатун. Возвратно-поступательное движение обеспечивается за счет гильзы.
Поршень состоит из юбки, головки и дна (днища). Дно может иметь разную форму (выпуклую, вогнутую или плоскую), в нем содержится камера сгорания. На головке расположены небольшие канавки для поршневых колец (маслосъемных и компрессионных).
Кольца компрессионного типа предотвращают возможное попадание газов в двигательный картер, а кольца малосъемного типа предназначены для удаления лишнего масла со стенок цилиндра.
Юбка оснащена специальными бобышками с отверстиями, для установления поршневого пальца, соединяющий поршень и шатун.
Шатун
Шатун – еще одна деталь КШМ, которая изготавливается из стали методом штамповки или ковки, оснащенная шарнирными соединениями. Шатун предназначен для передачи энергии движения от поршня к валу.
Шатун складывается из верхней, разборной нижней головки и стержня. Верхняя головка соединяется с поршневым пальцем. Нижнюю разборную головку можно соединять с шейкой вала с помощью крышек (шатунных).
Кривошип (колено)
К любому кривошипу (колено) крепится шатун поршня. Зачастую кривошип располагается от оси шеек в определенном радиусе, что определяет ход поршня. Именно эта деталь дала название кривошипно-шатунному механизму.
Коленчатый вал
Еще одна подвижная деталь механизма сложной конфигурации, изготовленная из чугуна или стали. Основным назначением вала является преобразование поступательного поршневого движения поршня во вращательный момент.
Коленчатый вал складывается из шеек (коренных, шатунных), щек (соединяющих шейки) и противовесов. Щеки создают равновесие при работе всего механизма. Внутри шейки и щеки оснащены небольшими отверстиями, через которые под давлением происходит подача масла.
Маховик
Маховик, как правило, установлен на конце вала. Изготавливается из чугуна. Маховик предназначен для повышения равномерного вращения вала для запуска двигателя с помощью стартера.
В настоящее время чаще применяются маховики двухмассового типа – два диска, которые достаточно плотно соединены между собой.
Блок цилиндров
Это неподвижная деталь КШМ, которая изготавливается из чугуна или алюминия. Блок предназначен для направления поршней, именно в них осуществляется весь рабочий процесс.
Блок цилиндров может быть оснащен рубашками охлаждения, постелями для подшипников (распределительного и коленчатого вала), точкой крепления.
Головка цилиндров
Эта деталь оснащена камерой сгорания, каналами (впускными и выпускными), отверстиями для свечей зажигания, втулками и седлами. Головка цилиндров изготавливается из алюминия.
Кривошипный пресс: применение и характеристики

Пресс кривошипный сегодня использует почти каждое производство. Он является самым основным и главным оборудованием, потому как с его помощью с легкостью можно изготовить детали различного типа. Помимо изготовления, пресс может выполнять холодную штамповку на металлических деталях.
Пресс кривошипный очень удобно использовать в мастерских, цехах и на промышленных заводах, некоторые используют в гаражах, выполняя детали для автомобиля, но для этих целей лучше всего использовать пресс ручного типа
Стоит обратить внимание, что оборудование такой комплектации является неотъемлемой частью почти на всех заводах металлообрабатывающего типа
Где и как применяют кривошипный пресс?
Пресс имеет возможность выполнять несколько основных поставленных задач, а именно умеет продавливать, обрезать, пробивать, выполнять вырубку и другие задачи, которые могут выполняться при помощи холодной штамповки. Самый главный и не заменимый элемент в прессе – специальный ползун, выполняющий все выше перечисленные задачи. Делает он это благодаря возвратно-поступательным движениям, которые выполняются при помощи двигательной системы. Если движется ползун, начинает свою работу и штамп, который несет ответственность за выполнение задач.
Сам штамп изготовлен из подвижной части, которая имеет название пуассон и неподвижной части, которую называют матрицей. Сама матрица прикрепляется к столу, далее через нее идёт листовое железо, а верхний элемент штампа закреплен на ползуне, и благодаря этому ползун начинает поступающие движения, то вперёд, то назад.
Пресс кривошипный. Характеристики
По строению и по всем характеристикам, оборудование данной комплектации можно отнести к ковочным станкам. Хотя если сравнивать с гидравлическим молотом, то данное оборудование имеет очень высокий уровень производительности, и превосходит гидравлический молот на триста процентов. Кривошипные прессы безупречно выполняют свою работу и выкладываются на все сто процентов. К тому же станок устроен так, что выполняет свою работу практически без единого громкого звука. А работает благодаря электрическому приводу, который, в свою очередь, оснащен специальной муфтой.
Также существуют прессы с двумя ползунами, один выполняет зажим заготовки, а второй делает вытяжку. Есть и прессы, имеющие три ползуна. Они специально оборудованы для более сложной вытяжки. Всех их можно разделить на три типа: простые, двойные и, конечно же, тройные.
Поршень с кольцами и пальцем
Поршень – это небольшая цилиндрическая деталь, изготовленная из алюминиевого сплава. Его основным назначением является преобразование давления выделяемых газов в поступательное движение, передаваемое в шатун. Возвратно-поступательное движение обеспечивается за счет гильзы.
Поршень состоит из юбки, головки и дна (днища). Дно может иметь разную форму (выпуклую, вогнутую или плоскую), в нем содержится камера сгорания. На головке расположены небольшие канавки для поршневых колец (маслосъемных и компрессионных).
Кольца компрессионного типа предотвращают возможное попадание газов в двигательный картер, а кольца малосъемного типа предназначены для удаления лишнего масла со стенок цилиндра.
Юбка оснащена специальными бобышками с отверстиями, для установления поршневого пальца, соединяющий поршень и шатун.
Шатун
Шатун – еще одна деталь КШМ, которая изготавливается из стали методом штамповки или ковки, оснащенная шарнирными соединениями. Шатун предназначен для передачи энергии движения от поршня к валу.
Шатун складывается из верхней, разборной нижней головки и стержня. Верхняя головка соединяется с поршневым пальцем. Нижнюю разборную головку можно соединять с шейкой вала с помощью крышек (шатунных).
Кривошип (колено)
К любому кривошипу (колено) крепится шатун поршня. Зачастую кривошип располагается от оси шеек в определенном радиусе, что определяет ход поршня. Именно эта деталь дала название кривошипно-шатунному механизму.
Коленчатый вал
Еще одна подвижная деталь механизма сложной конфигурации, изготовленная из чугуна или стали. Основным назначением вала является преобразование поступательного поршневого движения поршня во вращательный момент.
Коленчатый вал складывается из шеек (коренных, шатунных), щек (соединяющих шейки) и противовесов. Щеки создают равновесие при работе всего механизма. Внутри шейки и щеки оснащены небольшими отверстиями, через которые под давлением происходит подача масла.
Маховик
Маховик, как правило, установлен на конце вала. Изготавливается из чугуна. Маховик предназначен для повышения равномерного вращения вала для запуска двигателя с помощью стартера.
В настоящее время чаще применяются маховики двухмассового типа – два диска, которые достаточно плотно соединены между собой.
Блок цилиндров
Это неподвижная деталь КШМ, которая изготавливается из чугуна или алюминия. Блок предназначен для направления поршней, именно в них осуществляется весь рабочий процесс.
Блок цилиндров может быть оснащен рубашками охлаждения, постелями для подшипников (распределительного и коленчатого вала), точкой крепления.
Головка цилиндров
Эта деталь оснащена камерой сгорания, каналами (впускными и выпускными), отверстиями для свечей зажигания, втулками и седлами. Головка цилиндров изготавливается из алюминия.
Как и блок, головка также имеет рубашку охлаждения, которая соединяется с рубашкой цилиндра. А вот герметичность этого соединения обеспечивается специальная прокладка.
Закрывается головка небольшой штампованной крышкой, при этом между ними устанавливается резиновая прокладка, устойчивая к воздействию масел.
—
Поршень, гильза цилиндров и шатун образуют то, что автомобилисты обычно называют цилиндр. Двигатель может иметь от одного до 16, а иногда и больше цилиндров. Чем больше цилиндров, тем больше общий рабочий объем двигателя и, соответственно, тем больше его мощность. Но нужно понимать, что при этом одновременно с мощностью растет и расход топлива. Цилиндры в двигателе могут располагаться по различным компоновочным схемам:
- рядная (оси всех цилиндров располагаются в одной плоскости)
- V-образная компоновка (оси цилиндров располагаются под углом 60 или 120 градусов в двух плоскостях)
- оппозитная компоновка (оси цилиндров располагаются под углом 180 градусов)
- VR-компоновка (аналогично V-образной, но плоскости располагаются под небольшим углом относительно друг друга)
- W-образная компоновка представляет собой совмещение на одном коленчатом валу двух VR-компоновок, расположенных V-образно со смещением относительно вертикали
От компоновочной схемы зависит балансировка двигателя, а так же его размер. Наилучшей балансировкой обладает оппозитный двигатель, однако он редко используется на автомобилях из-за конструктивных особенностей.
Так же отличным балансом обладает рядный шестицилиндровый двигатель, но его применение на современных автомобилях практически невозможно из-за его громоздкости. Наибольшее распространение получили V-образные и W-образные двигатели из-за наилучшего сочетания динамических характеристик и конструктивных особенностей.
Особенности работы двигателя. Такты

Выше описана упрощенная схема работы КШМ. В действительности чтобы создать необходимые условия для нормального сгорания топливной смеси, требуется выполнение подготовительных этапов – заполнение камеры сгорания компонентами смеси, их сжатие и отвод продуктов горения. Эти этапы получили название «такты мотора» и всего их четыре – впуск, сжатие, рабочий ход, выпуск. Из них только рабочий ход выполняет полезную функцию (именно при нем энергия преобразуется в движение), а остальные такты – подготовительные. При этом выполнение каждого этапа сопровождается проворотом коленвала вокруг оси на 180 градусов.
Конструкторами разработано два типа двигателей – 2-х и 4-тактный. В первом варианте такты совмещены (рабочий ход с выпуском, а впуск – со сжатием), поэтому в таких моторах полный рабочий цикл выполняется за один полный оборот коленвала.
В 4-тактном двигателе каждый такт выполняется по отдельности, поэтому в таких моторах полный рабочий цикл выполняется за два оборота коленчатого вала, и только один полуоборот (на такте «рабочий ход») выполняется за счет выделенной при горении энергии, а остальные 1,5 оборота – благодаря энергии маховика.
Устройство кривошипно-шатунного механизма
Поршень похож на перевернутый стакан, в который укладываются кольца. На любом из них присутствуют два вида колец: маслосъемное и компрессионное. Маслосъемных обычно ставят два, а компрессионных – одно. Но бывают и исключения в виде: два таких и два таких — все зависит от типа двигателя.
Шатун изготавливается из двутаврового стального профиля. Состоит из верхней головки, которая соединяется с поршнем при помощи пальца, и нижней – соединение с коленчатым валом.
Коленчатый вал изготавливается в основном из чугуна повышенной прочности. Представляет собой несоосный стержень. Все шейки тщательно шлифуются, с соблюдением необходимых параметров. Существуют коренные шейки — для установки коренных подшипников, и шатунные – для установки через подшипники шатунов.
Роль подшипников скольжения выполняют разрезные полукольца, выполненные в виде двух вкладышей, которые обработаны токами высокой частоты для прочности. Все они покрыты антифрикционным слоем. Коренные крепятся к блоку двигателя, а шатунные — к нижней головке шатуна. Чтобы вкладыши хорошо работали, в них делают канавки для доступа масла. Если вкладыши провернуло – значит, имеется недостаточный подвод масла к ним. Это обычно происходит при засорении масляной системы. Вкладыши ремонту не подлежат.
Продольное перемещение вала ограничивают специальные упорные шайбы. С обоих концов обязательно применение различных сальников для предотвращения выхода масла из системы смазки двигателя.
К передней части коленвала крепится шкив привода системы охлаждения и звездочка, которая приводит в действие распредвал при помощи цепной передачи. На основных моделях выпускаемых сегодня автомобилей ей на замену пришел ремень. К задней части коленчатого вала крепится маховик. Он предусмотрен для устранения дисбаланса вала.
Также на нем стоит зубчатый венец, предназначенный для пуска двигателя. Чтобы при разборке и дальнейшей сборке не возникало проблем – крепеж маховика выполняется по не симметричной системе. От расположения меток его установки зависит и момент зажигания – следовательно, оптимальная работа двигателя. При изготовлении его балансируют вместе с коленчатым валом.
Картер двигателя изготавливается вместе с блоком цилиндров. Он служит основой для крепления ГРМ и КШМ. Имеется поддон, который служит емкостью для масла, а так же для защиты двигателя от деформации. Снизу предусмотрена специальная пробка для слива моторного масла.
Неисправности, возникающие при работе КШМ и их причины
Сбои в работе могут случиться в разных элементах кривошипно-шатунной группы. Сложность конструкции и сочетания параметров шатунных механизмов двигателей заставляет особенно внимательно относить к их расчету, изготовлению и эксплуатации.
Наиболее часто к неполадкам приводит несоблюдение режимов работы и технического обслуживания мотора. Некачественная смазка, засорение каналов подачи масла, несвоевременная замена или пополнение запаса масла в картере до установленного уровня- все эти причины приводят к повышенному трению, перегреву деталей, появлению на их рабочих поверхностях задиров, потертостей и царапин. При каждой замене масла обязательно следует менять масляный фильтр. В соответствии с регламентом обслуживания также нужно менять топливные и воздушные фильтры.
Нарушение работы системы охлаждения также вызывает термические деформации деталей вплоть до их заклинивания или разрушения. Особенно чувствительны к качеству смазки дизельные моторы.

Неполадки в системе зажигания также могут привести к появлению нагара на поршне и п\его кольцах Закоксовывание колец вызывает снижение компрессии и повреждение стенок цилиндра.
Бывает также, что причиной поломки становятся некачественные либо поддельные детали или материалы, примененные при техническом обслуживании. Лучше приобретать их у официальных дилеров или в проверенных магазинах, заботящихся о своей репутации.
Гильза
Съёмная гильза
Гильзы существуют двух типов – сделанные непосредственно в блоке и являющиеся их частью, и съемные. Что касается выполненных в блоке, то представляют они собой цилиндрические углубления в нем нужной высоты и диаметра.
Съемные же имеют тоже цилиндрическую форму, но с торцов они открыты. Зачастую для надежной посадки в свое посадочное место в блоке, в верхней части ее имеется небольшой отлив, обеспечивающий это. В нижней же части для плотности используются резиновые кольца, установленные в проточные канавки на гильзе.
Внутренняя поверхность гильзы называется зеркалом, потому что она имеет высокую степень обработки, чтобы обеспечить минимально возможное трение между поршнем и зеркалом.
В двухтактных двигателях в гильзе проделываются на определенном уровне несколько отверстий, которые называются окнами. В классической схеме ДВС используется три окна – для впуска, выпуска и перепуска топливной смеси и отработанных продуктов. В оппозитных же установках типа ОРОС, которые тоже являются двухтактными, надобности в перепускном окне нет.
Как устроена деталь
Для разных двигателей используется разная форма коленного вала. К примеру, на двигателях V6 шатуны немного смещаются в длину, американский V8 крестообразен, а европейский — более плоский.
Но любой коленчатый вал состоит из нескольких стандартных деталей:
- коренная и шатунная шейки;
- соединительные щеки;
- противовесы;
- фронтальная часть (носок);
- задняя часть (хвостовик).

Каждая из них выполняет свою функцию и связана с остальными.
- Коренная шейка является основной частью вала, расположена в картере на подшипниках.
- Шатунные шейки смещены в сторону и соединяют вал с шатунами, имеют масляные каналы для смазки.
- Данные шейки именуются коленом, за счет чего деталь и получила свое название. Расположение цилиндров зависит именно от колен, которые распределяют нагрузку и регулируют движение газовых масс.
- Щеки соединяют между собой шейки.
- Противовесы уравновешивают поршни и шатуны, их правильное функционирование является залогом плавной работы двигателя внутреннего сгорания.
- Носок имеет шкив, шестерни и гаситель колебаний, который контролирует газораспределительный механизм.
- Хвостовик осуществляет отбор мощности вала. Соединен с маховиком при помощи специального гребня.
За пределами блока цилиндров, маховик уплотняется при помощи сальников, предотвращающих утечку масла. Подшипники скольжения обеспечивают вращательные движения системы.
Когда газы воздействуют на поршни, они предают энергию на шатуны, которые соединены со втулкой или поршневым пальцем. При помощи подшипника шатун присоединен к шейке коленвала. За счет этого происходит вращательное движение. После разворота на 180 градусов шейка начинает движение в обратном направлении, и поршень приводится в исходное положение. На этом заканчивается один цикл, и начинается новый.

Коленчатый вал
Перейдем к коленчатому валу. Он имеет достаточно сложную форму. Осью его выступают коренные шейки, посредством которых он соединен с блоком цилиндров. Для обеспечения жесткого соединения, но опять же подвижного, в блоке посадочные места вала выполнены в виде полуколец, второй частью этих полуколец выступают крышки, которыми вал поджимается к блоку. Крышки к с блоком соединены болтами.

Коленвал 4-х цилиндрового двигателя
Коренные шейки вала соединены с щеками, которые являются одной из составных частей кривошипа. В верхней части этих щек располагается шатунная шейка.
Количество коренных и шатунных шеек зависит от количества цилиндров, а также их компоновки. В рядных и V-образных двигателях на вал передаются очень большие нагрузки, поэтому должно быть обеспечено крепление вала к блоку, способное правильно распределять эту нагрузку.
Для этого на один кривошип вала должно приходиться две коренные шейки. Но поскольку кривошип размещен между двух шеек, то одна из них будет играть роль опорной и для другого кривошипа. Из этого следует, что у рядного 4-цилиндрового двигателя на валу имеется 4 кривошипа и 5 коренных шеек.
У V-образных двигателей ситуация несколько иная. В них цилиндры расположены в два ряда под определенным углом. Поэтому один кривошип взаимодействует с двумя шатунами. Поэтому у 8-цилиндрового двигателя используется только 4 кривошипа, и опять же 5 коренных шеек.
Уменьшение трения между шатунами и шейками, а также блоком с коренными шейками достигается благодаря использованию вкладышей – подшипников трения, которые помещаются между шейкой и шатуном или блоком с крышкой.
Смазка шеек вала производится под давлением. Для подачи масла применяются каналы, проделанные в шатунных и коренных шейках, их крышках, а также вкладышах.
В процессе работы возникают силы, которые пытаются сместить коленчатый вал в продольном направлении. Чтобы исключить это используются опорные полукольца.
В дизельных двигателях для компенсации нагрузок используются противовесы, которые прикрепляются к щекам кривошипов.
Признаки наличия неисправностей в работе КШМ
Для своевременного выявления сбоев и начинающих развиваться негативных процессов в кривошипно- шатунной группе полезно знать из внешних признаков:
- Стуки в двигателе, непривычные звуки при разгоне. Звенящие звуки часто бывают вызваны детонационными явлениями. Неполное сгорание топлива во время рабочего такта и взрывообразное его сгорание на такте выпуска приводят к скоплению нагара на кольцах и днище поршня, к ухудшению условий их охлаждения и разрушению. Необходимо залить качественное топливо и проверит параметры работы системы зажигания на стенде.
- Глухие стуки говорят об износе шеек коленвала. В этом случае следует прекратить эксплуатацию, отшлифовать шейки и заменить вкладыши на более толстые из ремонтного комплекта.
- «Поющий» на высокой звонко ноте звук указывает на возможное начало плавления вкладышей или на нехватку масла при повышении оборотов. Также нужно срочно ехать в сервис.
- Сизые клубы дыма из выхлопного патрубка свидетельствуют о избытке масла в рабочей камере. Следует проверить состояние колец и при необходимости заменить их.
- Падение мощности также может вызываться закоксовыванием колец и снижением компрессии.
При обнаружении этих тревожных симптомов не стоит откладывать визит в сервисный центр. Заклиненный двигатель обойдется намного дороже, и по деньгам, и по затратам времени.
Коленчатый вал
Преобразование осуществляет с помощь.
Из деталей кривошипно-шатунной группы коленчатый вал имеет наиболее сложную пространственную форму. Несколько коленчатых сочленений выносят оси вращения его сегментов в сторону от основной продольной оси. К этим вынесенным осям крепятся нижние обоймы шатунов. Физический смысл конструкции точно такой же, как и при закреплении оси шатуна на краю маховика. В коленвала «лишняя», неиспользуемая часть маховика изымается и заменяется противовесом. Это позволяет существенно сократить массу и габариты изделия, повысить максимально доступные обороты.
Основные части, из которых состоит коленвал, следующие:
- Шейки. Служат для крепления вала в кронштейнах картера и шатунов на валу. Первые называют коренными, вторые — шатунными.
- Щеки. Образуют колена, давшие узлу свое название. Вращаясь вокруг продольной оси и толкаемые шатунами, преобразуют энергию продольного движения поршневой группы во вращательную энергию коленвала.
- Фронтальная выходная часть. На ней размещен шкив, от которого цепным или ременным приводом крутятся валы вспомогательных систем мотора- охлаждения, смазки, распределительного механизма, генератора.
- Основная выходная часть. Передает энергию трансмиссии и далее — колесам.

Тыльная часть щек, выступающая за ось вращения коленвала, служит противовесом для основной их части и шатунных шеек. Это позволяет динамически уравновесит вращающуюся с большой скоростью конструкцию, избежав разрушительных вибраций во время работы.
Для изготовления коленвалов используются отливки из легких высокопрочных чугунов либо горячие штамповки (поковки) из упрочненных сортов стали.
От механического лобзика до электрического один шаг
Ножной привод не может дать настоящей свободы действий и равномерности хода пилки. Разумнее приспособить для кривошипно-шатунного механизма электродвигатель. Однако, если вы используете настольный лобзиковый станок время от времени, нет смысла изготавливать стационарную конструкцию с собственным мотором.
Можно воспользоваться домашним электроинструментом. Например – шуруповертом с регулятором скорости вращения. Используются материалы, буквально из деревянных обрезков и старого хлама. Единственная ответственная деталь – станина. Ее лучше изготовить из прочной фанеры толщиной не менее 18 мм.

Все соединения делаем на шурупах по дереву, места стыков можно промазать клеем ПВА. Из того же материала собираем опорный постамент для штанги рычагов. Конструкция опоры не должна иметь люфтов, от ее прочности зависит последующая точность работы всего станка.

Рычажная конструкция собирается из деревянных заготовок. Разумеется, обычные сосновые бруски тут не подойдут. Надо использовать дуб или бук. Пусть вас не пугает стоимость такого материала – для рычагов прекрасно используются ножки от старого стула. Вырезаем наиболее прямые участки – и прочный рычажный механизм готов.

На концах рычагов делаем продольные пропилы, в которые устанавливаем крепления пилки для лобзиковых станков. Само крепление представляет собой металлическую пластину толщиной 2-3 мм с отверстиями. Верхнее отверстие для закрепления в рычаге, нижнее служит для зажима пильного полотна. Для удобства используем барашковые гайки.

В нижнем рычаге аналогичная конструкция в зеркальном исполнении.
Устанавливаем рычажную систему в станину. Задние части рычагов соединяем винтовой стяжкой (талрепом). С ее помощью регулируется натяжение пильного полотна.
Для удобства можно установить поддерживающую пружину. Кроме основной функции, она послужит буфером, смягчающим рывки при возвратно-поступательном движении механизма.

Кривошипно-шатунный механизм изготавливается из фанеры толщиной 10-12 мм. Для закрепления оси вращения используем закладные подшипники, которые усаживаются в подготовленные отверстия в стойках.

Стойки соединяются между собой, образуя прочную опору для маховика. В качестве оси используется обычный болт или шпилька. Класс прочности не меньше 8.

Соединяем маховик с нижним рычагом с помощью шатуна. Он изготавливается из такой же фанеры. Для увеличения длины посадочного места под ось, склеиваем две половинки. Тяги для соединения с рычагом – металлические.

Проверяем ход трапеции – рычаги должны двигаться свободно, натяжение полотна не меняется. Оси вращения можно смазать консистентной смазкой. После совмещения всех осевых соединений, производим окончательное закрепление конструкции.

Следующий этап – изготовление рабочего стола с поворотным механизмом. Поворотная дуга с прорезью выпиливается из фанеры.

Устанавливаем стол на станину, для затяжки поворотного механизма используем барашковую гайку или же изготавливаем удобный маховик из дерева. Поворот столешницы позволит производить распилы пол различными углами.

В качестве привода используется электрический шуруповерт. Патрон соединяется с осью маховика, и мы получаем съемный электромотор. Вы пользуетесь электроприбором как обычно, а когда нужно запустить самодельный лобзиковый станок – подсоединяете шуруповерт к оси маховика.

В качестве регулятора оборотов используем хомут с изменяемым усилием.

Это простое приспособление изготавливается из винтовой затяжки (от настольной лампы или струбцины) и прочного ремешка.

Чертежи для изготовления не требуются, все элементы конструкции делаются «по месту». Работать со станком удобно, несмотря на простоту конструкции.

Можно сделать станок и по этому чертежу, сути это не меняет. Все проверено – работать будет.

Очень поучительное видео английского мастера самоделкина. Подробный рассказ с показом чертежей и демонстрацией изготовления лобзикового станка из фанеры, а в качестве двигателя был применен шуруповерт, так же можно приспособить дрель.
https://youtube.com/watch?v=7KArVo5ggFY