Момент затяжки шатунов лансер 9
Содержание:
- Что такое затяжное усилие и как его узнать?
- Проверка шатунных и коренных шеек двигателя модели 1MZ-FE Toyota Camry 2001
- Момент затяжки коренных и шатунных вкладышей
- Сервисные данные и спецификация
- Момент затяжки болтов
- Инструменты для контроля момента затяжки
- Затяжка подшипников
- Подготовка высокопрочных болтов, гаек и шайб
- Определение момента затяжки
- Момент затяжки болтов гбц
- Что такое подшипники скольжения
Что такое затяжное усилие и как его узнать?
Моментом затяжки называют показатель усилия, который необходимо приложить для резьбовых соединений в процессе их завинчивания. Если крепеж был закручен с прикладыванием небольшого усилия, чем это было нужно, то при воздействии различных механических факторов резьбовое соединение может не выдержать, теряется герметичность скрепленных деталей, что влечет за собой тяжелые последствия. Так же и при чрезмерном усилии, резьбовое соединение или скрепляемые детали могут попросту разрушиться, что приведет к срыву резьбы или появлению трещин в конструкционных элементах.
Каждый размер и класс прочности резьбовых соединений имеет определенный момент затяжки при работе с динамометрическим ключом, который указывается в специальной таблице. При этом обозначение класса прочности изделия располагается на его головке.
Проверка шатунных и коренных шеек двигателя модели 1MZ-FE Toyota Camry 2001
Динамометрический ключ своими руками
Инструменты:
- Микрометр
- Развертка
- Станок для шлифовки коленвала
- Молоток с пластиковым бойком
- Динамометрический ключ
- Насадка на вороток 12 мм
Детали и расходники:
- Коленчатый вал
- Ветошь
- Вкладыши коленчатого вала
- Калибровочная проволока
- Моторное масло
- Болт крышек коренных подшипников
- Краска
- Коренные подшипники
1. Снимите поршень и шатун.
2. Микрометром измерьте диаметр каждой шатунной и коренной шейки в двух взаимно перпендикулярных плоскостях, провернув коленвал на 90 градусов.

Измерение диаметра шатунных и коренных шеек
Диаметр коренной шейки:
стандартный – 60,988–61,000 мм.
Диаметр шатунной шейки:
стандартный – 52,992–53,000 мм.
Примечание:
Если значения диаметров выходят за указанные пределы, проверьте масляные зазоры. При необходимости перешлифуйте или замените коленчатый вал.
3. Очистите каждую коренную шейку и вкладыши. Проверьте поверхность каждой коренной шейки и вкладышей на наличие точечной коррозии и царапин.

Поврежденные вкладыши коленвала
Примечание:
Если шейка или вкладыш повреждены, замените вкладыши. При необходимости перешлифуйте или замените коленчатый вал.
4. Установите нижние упорные полукольца на крышку коренного подшипника №2, ориентировав смазочные канавки наружу.

Смазочные канавки упорного полукольца
5. Уложите коленчатый вал в блок цилиндров.
6. Положите пластиковый калибр для измерения зазоров в подшипниках скольжения на каждую коренную шейку.

7. Установите коренные подшипники.

Установка коренных подшипников
8. Нанесите слой моторного масла на резьбу и под головки болтов (с 12-гранной головкой).

9. Временно установите восемь болтов крепления крышек подшипника.
10. Используя болты как направляющие, вставьте крышку подшипника таким образом, чтобы зазор между ней и разъемом блока цилиндров составил менее 6 мм.
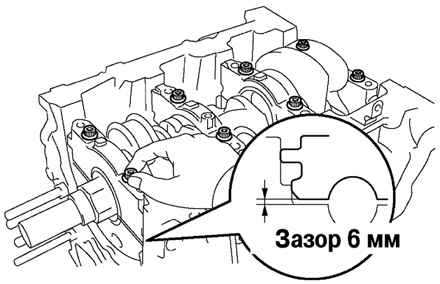
Величина зазора между крышкой коренного подшипника и разъемом блока цилиндров
11. Используя молоток с пластиковым бойком, осадите крышки подшипников так, чтобы они плотно прилегали.

Присадка крышек коренных подшипников
12. Нанесите тонкий слой моторного масла на резьбы и под головки болтов крепления крышек коренных подшипников, установите их. Равномерно затяните шестнадцать болтов крышек коренных подшипников в несколько проходов в последовательности, показанной на рисунке.
Порядок затягивания болтов крышек коренных подшипников
Примечание:
Если при затяжке какого-либо болта не достигается требуемый момент затяжки, замените болт.
13. Нанесите метки краской на переднюю часть болтов головки блока цилиндров.

14. Затяните болты головки блока цилиндров на 90° в указанной выше последовательности. Проверьте, что нанесенная краской метка стоит на 90° от первоначального положения.
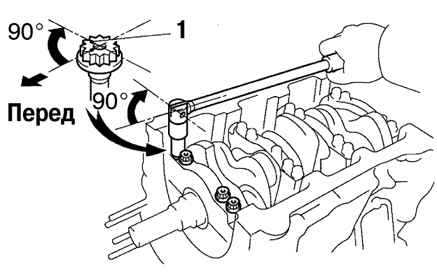
Правильное положение метки при затягивании болтов головки блока цилиндров
15. Установите старые уплотнительные шайбы на стяжные болты крепления крышек коренных подшипников. Равномерно затяните стяжные болты крепления крышек коренных подшипников в несколько проходов моментом затяжки 27 Н·м в последовательности, показанной на рисунке.

Последовательность затягивания болтов крепления крышек коренных подшипников
16. Снимите крышки коренных подшипников, как указывалось выше. Измерьте максимальную ширину сплющенного пластикового калибра, определив по ней величину радиального масляного зазора.

Пластиковый калибр, показывающий величину радиального масляного зазора
Масляный зазор:
- коренные подшипники №1 и №4 –
- стандартный – 0,014–0,036 мм;
- максимальный – 0,05 мм;
- коренные подшипники №2 и №3 –
- стандартный – 0,026–0,048 мм;
- максимальный – 0,06 мм.
Примечание:
Если масляный зазор больше максимального, замените подшипники. Если необходимо, перешлифуйте или замените коленчатый вал.
Примечание:
При замене вкладышей номинального размера необходимо использовать вкладыши одной размерной группы. Если номер размерной группы вкладышей невозможно определить, выберите нужный вкладыш по таблице, путем складывания числа размерной группы блока цилиндров с числом размерной группы коленчатого вала. Существует пять стандартных размерных групп вкладышей, обозначенных «3», «4», «5», «6» и «7» (шейки №1 и №4), «1», «2», «3», «4», «5» (шейки №2 и №3) соответственно.

Местоположение номерных маркировок:
1 – номерные маркировки.
В статье не хватает:
Качественных фото ремонта
Момент затяжки коренных и шатунных вкладышей
Ремонт двигателя считается в автомобиле самым сложным, ведь ни одна другая его деталь не содержит такое огромное количество элементов, взаимосвязанных между собой. С одной стороны, это очень удобно, ведь в случае поломки одного из них нет необходимости менять весь узел целиком, достаточно просто заменить вышедшую из строя деталь, с другой – чем больше составных элементов, тем сложнее устройство и тем сложнее разобраться в нем тому, кто не очень опытен в авторемонтных делах. Однако при большом желании можно все, особенно если ваше рвение подкреплено теоретическими знаниями, например, в вопросе определения момента затяжки коренных и шатунных вкладышей. Если же пока это словосочетание для вас – набор непонятных слов, прежде, чем лезть в двигатель, обязательно прочтите эту статью.

Подшипники скольжения, их виды и роль в работе ДВС.
Коренные и шатунные вкладыши – это две разновидности подшипников скольжения. Производятся они по одной технологии и отличаются друг от друга лишь внутренним диаметром (у вкладышей шатунов этот диаметр меньше).

Главная задача вкладышей – преобразование поступательных движений (вверх-вниз) во вращательные и обеспечение бесперебойной работы коленчатого вала, чтобы тот не износился раньше срока. Именно для этих целей вкладыши устанавливаются под строго определенным зазором, в котором поддерживается строго заданное давление масла.
Если зазор этот увеличивается, давление моторного масла в нем становится меньше, а значит, шейки газораспределительного механизма, коленчатого вала и пр. важных узлов изнашиваются намного быстрее. Стоит ли говорить, что слишком сильное давление (уменьшенный зазор) также не несет в себе ничего положительного, так как создает дополнительные препятствия в работе коленчатого вала, он может начать подклинивать
Вот почему так важно контролировать данный зазор, что невозможно без использования в ремонтных работах динамометрического ключа, знания необходимых параметров, которые прописываются производителем в технической литературе по ремонту двигателя, а также соблюдения момента затяжки коренных и шатунных вкладышей. К слову, усилие (момент) затяжки болтов крышек шатунных и коренных вкладышей различен

Обращаем ваше внимание, что приводимые нормативы актуальны только при применении новых комплектов деталей, так как сборка/разборка бывшего в работе узла за счет его выработки не может гарантировать соблюдении необходимых зазоров. Как вариант, в данной ситуации при затяжке болтов можно ориентироваться на верхнюю границу рекомендуемого момента, либо можно использовать специальные ремонтные вкладышами с четырьмя разными размерами, отличающимися друг от друга на 0,25 мм, при условии шлифовки коленвала до тех пор, пока минимальный зазор между трущимися элементами не станет составлять 0,025/0,05/0,075/0,1/0,125 (в зависимости от имеющегося зазора и используемого ремонтного изделия). Примеры конкретных моментов затяжки болтов крышек шатунных и коренных вкладышей для некоторых автомобилей семейства ВАЗ
Примеры конкретных моментов затяжки болтов крышек шатунных и коренных вкладышей для некоторых автомобилей семейства ВАЗ.
| Модель автомобиля | Момент затяжки крышки постелей, Н*м (кгс.м.) | Момент затяжки вкладышей шатунов, Н*м (кгс.м.) |
| ВАЗ 2108 | 69,0–84,0 (6,9–8,4) | 44,0–54,0 (4,4–5,4) |
| ВАЗ 2106 | 68,31–84,38 (6,97–8,61) | 43,32–53,51 (4,42–5,4) |
| Lada Priora | 68,31-84,38 (6,97-8,61) | 43,3-53,5 (4,42-5,46) |
https://youtube.com/watch?v=YsGF6eI1L34
Сервисные данные и спецификация
Моменты затяжки резьбовых соединений
| Резьбовое соединение | Н∙м |
| Болт крепления рамы лестничного типа | + + |
| Болт крепления модуля уравновешивающего вала (только для двигателей объемом 2,4 л) | + доверните на 103~ 107° |
| Болт крепления масляного насоса (только для двигателей объемом 2,0 л) | + + |
| Болт крепления крышки цепи привода ГРМ (6X23) | 18.6 ~ 22.5 |
| Болт крепления крышки цепи привода ГРМ (6X25) | 7.8 ~ 9.8 |
| Болт крепления крышки цепи привода ГРМ (10X45) | 39.2 ~ 44.1 |
| Болт крепления крышки цепи привода ГРМ (10X40) | 39.2 ~ 44.1 |
| Болт крепления масляного поддона (M6) | 9.8 ~ 11.8 |
| Болт крепления масляного поддона (M9) | 30.4 ~ 34.3 |
| Болт крепления крышки подшипника распределительного вала (M6) | + |
| Болт крепления крышки подшипника распределительного вала (M8) | + |
| Болт крепления головки блока цилиндров | + доверните на 90~95° + доверните на 90~95° |
| Болт крепления опоры двигателя | 27.5 ~ 31.4 |
| Болт крепления крышки головки блока цилиндров | + |
| Болт крепления шкива коленчатого вала | 166.6 ~ 176.4 |
| Болт крепления крышки шатунного подшипника | + доверните на 88~92° |
| Болт крепления крышки коренного подшипника | + + доверните на 120~125° |
| Болт крепления маховика | 117.6 ~ 127.4 |
| Болт крепления ведущего диска | 117.6 ~ 127.4 |
| Болт крепления натяжителя цепи привода ГРМ | 9.8 ~ 11.8 |
| Болт крепления рычага натяжителя цепи привода ГРМ | 9.8 ~ 11.8 |
| Болт крепления направляющей цепи привода ГРМ | 9.8 ~ 11.8 |
| Болт крепления клапана контроля подачи масла (OCV) | 9.8 ~ 11.8 |
| Болт крепления фазовращателя | 53.9 ~ 63.7 |
| Болт крепления рычага натяжителя цепи привода уравновешивающего вала (BSM) (только для двигателей объемом 2,4 л) | 9.8 ~ 11.8 |
| Болт крепления направляющей цепи привода уравновешивающего вала (BSM) (только для двигателей объемом 2,4 л) | 9.8 ~ 11.8 |
| Болт крепления натяжителя цепи привода уравновешивающего вала (BSM) (только для двигателей объемом 2,4 л) | 9.8 ~ 11.8 |
| Болт крепления направляющей цепи привода масляного насоса (только для двигателей объемом 2,0 л) | 9.8 ~ 11.8 |
| Болт крепления натяжителя цепи привода масляного насоса (только для двигателей объемом 2,0 л) | 9.8 ~ 11.8 |
| Болт крепления шланга и трубопровода маслоохладителя (только для двигателей объемом 2,4 л) | 18.6 ~ 23.5 |
| Болт крепления водяного насоса | 18.6 ~ 23.5 |
| Болт крепления кронштейна компрессора кондиционера | 19.6 ~ 23.5 |
| Болт крепления интегрированного кронштейна натяжителя в сборе | 39.2 ~ 44.1 |
| Гайка крепления регулятора температуры охлаждающей жидкости | 18.6 ~ 23.5 |
| Болт крепления регулятора температуры охлаждающей жидкости | 14.7 ~ 19.6 |
| Болт крепления впускного патрубка охлаждающей жидкости | 9.8 ~ 11.8 |
| Болт крепления направляющей маслоизмерительного щупа в сборе | 7.8 ~ 11.8 |
| Болт крепления катушки зажигания | 3.9 ~ 5.9 |
| Болт крепления впускного коллектора | 18.6 ~ 23.5 |
| Гайка крепления впускного коллектора | 18.6 ~ 23.5 |
| Винты для крепления стойки впускного коллектора | 18.6 ~ 23.5 |
| Болт крепления теплозащитного экрана выпускного коллектора | 7.8 ~ 11.8 |
| Гайка крепления выпускного коллектора | 49.0 ~ 53.9 |
| Болт крепления (М8) выпускного коллектора | 18.6 ~ 27.5 |
| Болт крепления (М10) выпускного коллектора | 51.9 ~ 57.9 |
| Болт крепления глушителя | 39.2 ~ 58.8 |
| Болт крепления кронштейна крышки двигателя | 9.8 ~ 11.8 |
| Болт крепления датчика положения коленчатого вала | 3.9 ~ 5.9 |
| Кислородный датчик | 44.1 ~ 49.0 |
| Датчик детонации | 18.6 ~ 23.5 |
| Датчик положения распределительного вала | 9.8 ~ 11.8 |
| Датчик давления масла | 7.8 ~ 11.8 |
| Масляный фильтр | 11.8 ~ 15.7 |
Примечание:
ГРМ – газораспределительный механизм.
Специальные приспособления и инструмент
| Номер и название | Внешний вид | Назначение |
|
Приспособление для установки сальника А: (09214-3K000) В: (09231-H1100) |
Установка сальника | |
|
Фиксатор маховика (09231-2B100) |
Фиксация маховика, для предотвращения проворачивания двигателя | |
|
Переходник с угловой шкалой (09221-4A000) |
Затягивание гаек и болтов, требующих доворачивания на определенный угол | |
|
Оправка для маслосъемных колпачков (09222-2A000) |
Установка маслосъемных колпачков клапанов | |
|
Приспособление для сжатия клапанных пружин и держатель A: (09222-3K000) B: (09222-3K100 |
Снятие и установка впускных / выпускных клапанов | |
|
Приспособление для установки заднего сальника коленчатого вала (09214-3K100) (09231-H1100) |
Установка заднего сальника коленчатого вала | |
|
Держатель храповика натяжителя цепи привода газораспределительного механизма (09240-2G000) |
Проверка и регулировка клапанного зазора, снятие натяжителя цепи газораспределительного механизма | |
|
Приспособление для снятия масляного поддона (09215-3C000) |
Снятие масляного поддона |
Момент затяжки болтов
Данный показатель вы вполне можете определить самостоятельно не прибегая к услугам специалистов таблице, однако следует учитывать, что для этого необходимо точно знать, какая информация содержится на маркировке, которая расположена на верхней части болта. Маркировка расположенная на головке болта должна содержать следующую информацию:
Клеймо того завода, который произвел данную продукцию. Информацию о классе прочности изделия. Резьба с правой стороны не содержит маркировки, а вот резьба с левой стороны содержит маркировку, которая располагается по часовой стрелке. Болты из углеродистой стали имеют маркировку с классом прочности, которая обозначается двумя цифрами отделяемыми между собой точкой. Например:12.8,10.5,8.7 Первая цифра маркировки информирует о 0.01 номинальной величине предела прочности на разрыве. Измеряется данная величина в МПа. В случае, если класс величины 8.7, то первая цифра 8 означает 8*100=800 МПа или 800 Н/мм2 или 80 кгс/мм2 Вторая показатель на маркировке информирует об отношение предела прочности к пределу текучести, данное значение умножается на десять. То есть при маркировке 8.7 получается 8*7*10=560 Н/мм2
ВНИМАНИЕ: Предел текучести имеет в свою очередь достаточно важное практическое значение. Этот показатель и есть максимально возможная нагрузка используемого болта
Этот показатель и есть максимально возможная нагрузка используемого болта.
На изделия из нержавейки наноситься соответствующая маркировка стали, то есть А2 или же А4 и соответствующий предел прочности равный 50, 60 и т.д. К примеру: А2-60 или А4-70. В специальной таблице можно узнать практические моменты затяжки соответствующих болтов произведенных из углеродистой стали Н/м. При этом следует учитывать, что у болта остается еще запас прочности, для того чтобы как говориться он не «потек». Однако это не значит, что все соединения следует затягивать по максимуму. Чаще всего такое усилие приводит к тому, что соединение приходит в негодность, то есть высока вероятность продавливания, порчи эластичной прокладки и т.д. Получается, что приведенные в таблицах значения являются допустимыми, однако уровень нагрузки в данном случае равен примерно 60-70% предела текучести.
Инструменты для контроля момента затяжки
Основным инструментом контроля момента затяжки является динамометрический ключ. Так называется гаечный ключ, в который встроен динамометр (прибор для измерения момента силы). Существуют следующие виды устройств:
- Индикаторный — при затягивании отображает прилагаемую силу в цифровом виде или с помощью стрелки. Погрешность — 6–8%.
Индикаторный динамометрический ключ недорог, но обладает самой большой погрешностью
- Цифровой — подвид индикаторного, но для отображения момента использует ЖК-дисплей. Поддерживает возможности оповещения звуком, выгрузки данных на компьютер и прочее. Погрешность — до 1%.
Цифровой динамометрический ключ — самый точный
- Предельный — при достижении заданного момента прекращает затяжку, используя щелчковый механизм. Погрешность — до 4%.

Предельный (щелчковый) динамометрический ключ отличается удобством в использовании
Для непрофессионального использования или небольшого автосервиса подойдут индикаторный или предельный ключ, как самые доступные. Цифровой будет востребован в крупном автосервисе.
Как выбрать усилие, чтобы затянуть соединение правильно
При работе с ключом предельного вида для того, чтобы достичь необходимого момента, следует:
- Перед началом затяжки подобрать необходимое усилие при закручивании, например, 50 Нм. Усилие выставляется на основной шкале устройства, но не 50, а 48 Нм.
- На вспомогательной шкале выставляется усилие в 2 Нм, что в сумме даст нам требуем 50 Нм.
- Используя торцевую головку необходимого размера, затягиваем гайку. При достижении усилия в 50 Нм раздастся щелчок и затягивание прекратится.
Контроль за усилием при работе с ключом индикаторного типа осуществляется визуально.
Помимо динамометрического ключа, в продаже можно найти динамометрические отвёртки и шуруповёрты, работают они по такому же принципу. При выборе динамометрического ключа помните, что нужный вам момент затяжки должен быть на 25% меньше максимально допустимого для ключа. Используя ключ «на пределе», вы довольно быстро выведите его из строя. И также обязательно изучите инструкцию по его использованию.
Ну а проверить правильность затяжки соединения можно угломером.
Порядок работы с самодельным динамометрическим ключом
Как правило, динамометрический ключ — довольно дорогой инструмент. Его покупка вряд ли будет оправдана для частного использования. Однако простейшее приспособление несложно изготовить самому. Для этого понадобятся:
- обычные пружинные весы с крючком и круглой шкалой, позволяющие взвесить до 20 кг (так называемый безмен);
- отрезок довольно толстой трубы (2,5 см) длиною около полуметра.
Закрепив на конце трубы крючок весов, вставляем в другой конец гаечный ключ и тянем за весы, закручивая гайку. При этом для создания момента в 10 Нм потребуется приложить усилие в 2 кг. По этой схеме можно заранее посчитать, какое усилие в килограммах вам потребуется приложить для затягивания.
Безусловно, самодельный ключ будет иметь довольно большую погрешность, но это всё же лучше, чем ничего.
Затяжка подшипников
Затяжку выполняют постепенно, периодически проверяя, с помощью приспособления, для проворачивания коленвала, чтобы вал свободно крутился в подшипниках. Первая проверка, сразу после установки и затяжки коренных подшипников. Если коленвал не вращается совсем, или вращается туго:
- Посмотрите, не цепляет ли коленвал за какой-либо шатун.
- Сверьтесь с нумерацией крышек коренных подшипников, не перепутали ли их порядок.
- Затем проверьте на предмет повреждений направляющие втулки и опорные поверхности крышек подшипников.
- Перепроверьте, правильно ли лежат вкладыши коренных подшипников.
Затяжку болтов на крышках подшипников нужно выполнять равномерно и в предписанной последовательности, чтобы избежать перекоса. После полной затяжки всех подшипников окончательным усилием, еще раз проверьте, чтобы коленвал крутился свободно.

Затем производим установку подшипников на шатуны
При сборке важно учесть, каждая крышка соответствует своему подшипнику и на коленчатом валу и на шатунах, менять их местами запрещено. Ориентируются по их нумерации
Если нумерации нет, маркируют до того как разобрать, необходимо точно установить на свои места крышки.
Выполняется затяжка с соблюдением всех правил и применением динамометрических ключей, настроенных на необходимое усилие. Помните, что у шатунных и коренных вкладышей моменты затяжки разные.
Один момент, из моей личной практики, который важно учесть в работе: убедитесь, что используемый вами динамометрический ключ в рабочем состоянии, и соответствует моменту затяжки, иначе можно сломать болты, (так как усилие затяжки довольно большое) я так сорвал резьбу, понадеявшись на испорченный динамометрический ключ. Все, спасибо друзья, подписывайтесь на обновления, будет много полезной информации
Делитесь с друзьями, им тоже будет полезно
Все, спасибо друзья, подписывайтесь на обновления, будет много полезной информации. Делитесь с друзьями, им тоже будет полезно.
Подготовка высокопрочных болтов, гаек и шайб
Проработав на объектах по сборке металлоконструкций никто высокопрочные болты перед монтажом не подготавливал. Болты на объект привозили с заводской смазкой и их сразу пускали в дело. Оказывается, это было не правильно и способ их подготовки меня удиви, не много.
Что необходимо сделать с высокопрочными болтами перед их установкой и после. Кто первый раз будет работать с высокопрочными болтами, не прочитав рекомендаций, никогда не догадается, что перед применением их надо прокипятить в воде с бытовым стиральным порошком или моющим раствором.

Подготовка высокопрочных болтов
Это делается для того чтоб удалить заводское масло, окалину, грязь произвести визуальный осмотр болтов на наличие трещин, произвести прогонку отбракованных болтов и гаек.
4.1.1. Технологический процесс подготовки метизов включает расконсервацию, очистку от грязи и ржавчины, прогонку резьбы отбракованных болтов и гаек, нанесение смазки.
4.1.2. Существуют два способа обработки метизов. В решетчатой таре (при малых объёмах – в ведре с пробитыми дырками) укладываются метизы; в чистой бочке кипятится вода, по возможности, с моющим раствором либо бытовым стиральным порошком. Ведро окунается в воду и кипятится 10-15 минут. После этого, когда, вода сольется, метизы опускается на 1-2 минуты в ёмкость со смесью бензина (85 %) и минерального масла типа «автол» (15 %), затем вынимают. С нагретых метизов бензин быстро испаряется, а масло в виде тонкой пленки остается на поверхности. Такой способ обеспечивает выравнивание коэффициента закручивания до 0,18.
Читать также: Как правильно паять радиодетали
Перед установкой в конструкцию смазывают резьбовую часть маслом. В рекомендациях прописывают после кипячения окунуть болты в смесь бензина с маслом.
Высокопрочный болт устанавливается с двумя шайбами одна со стороный болта, вторая со стороны гайки.
Затяжка высокопрочных болтов

По проекту в Мытищах фланцевые соединения балок затягиваются высокопрочными болтами из стали 40Х «селект» с нормативным временным сопротивлением 11 тс/см2. Величина предварительного натяжения болтов М24 составляет 24,4 тс.
Каким способом создать такое усилие при затягивание болтов? Для этого применяют специальные динамометрические ключи. Данные ключи показывают силу натяжение. В видео расположенном ниже показано, как затягивают болты динаметрическим ключом. При получение заданного усилие ручка ключа «ломается».
Кроме этого качество затяжки конструкции проверяют щупом толщиной 0,1 мм в зоне радиуса от оси болта 40 мм, щуп не должен проходить.
После приемки соединений работником ИТР, стыки по контуру грунтуются грунтовками ФЛ-03Л ГФ-021 с добавлением сухого пигмента до консистенции исключающей затекание грунтовки внутрь соединения или зашпаклевывают стыки.
Как заполнять журнал постановки высокопрочных соединений читаем и смотрим примеры в данной статье.
Буду рад вашим комментарии и дополнениям к данной статье высокопрочные болты.
Cтатьи похожей тематики:
Ваша благодарность за мою статью это клик по любой кнопке ниже. Спасибо!
Думаю, только реально «работающие руками» люди могут понять насколько важно точно знать практические и предельные моменты затяжки болтов и гаек из углеродистой стали с метрической резьбой. Ведь еще неизвестно что лучше: «недотянуть» соединение, или «сорвать резьбу»
Ведь еще неизвестно что лучше: «недотянуть» соединение, или «сорвать резьбу».
Определение момента затяжки
Рассмотрим порядок определения момента затяжки с помощью динамометрического ключа. Динамометрический ключ можно разделить на несколько видов.
Стрелочный ключ

Самый простой в использовании вид ключа. Принцип его работы основан на отклонении рычага со шкалой относительно неподвижного указателя. Ручка торсион используется для передачи усилия на крепежное изделие. Стрелка указатель с одной стороны прикреплена к головке ключа, а с другой стороны свободна и служит указателем, который показывает значение крутящего момента в определённый момент времени.
Из плюсов можно выделить:
- низкую стоимость изделия;
- шкала работает в обе стороны. Она позволяет закручивать крепежные изделия как с правой, так и с левой резьбой.
Из недостатков можно выделить:
- низкую точность (погрешность измерений составлять от 4 до 10%);
- данные ключи нельзя отрегулировать и, в связи с этим они со временем изнашиваются и теряют точность измерений, что делает их непригодным к использованию;
- крайне сложно работать в труднодоступных местах, потому что необходимо всегда следить за затяжкой по стрелке указателю;
- отсутствует храповый механизм, как у ключа трещотки, в связи с этим ключ приходится всегда переставлять заново;
Предельный ключ (белковый)
Конструкция данного динамометрического ключа показана на картинке. В данном ключе есть специальный механизм, который даёт установить на нём необходимый крутящий момент и передать его на закручиваемый элемент. Также у данного ключа есть храповый механизм, как у обычной ;трещотки. Необходимый момент затяжки можно выставить при помощи шкал, расположенных на корпусе изделия. Как только при закручивании необходимый момент затяжки будет достигнут, прозвучит щелчок и сработает фиксатор, который не позволит превысить выставленную силу момента. Предельный ключ очень удобен в работе, так как при его использовании необходимо просто закручивать соединение до щелчка. Данные ключи имеют большой диапазон крутящего момента (от 5 до 3000 Нм). Размеры присоединительных приводов от 1/4 дюйма до 1 дюйма.
Из плюсов можно выделить:
- погрешность данного ключа составляет не более 4%;
- достаточно прост в использовании, так как есть храповый механизм;
- можно заранее выставить необходимый крутящий момент, при достижении которого ключ издаст характерный щелчок;
- легко использовать в труднодоступных местах;
- может работать с крепежными изделиями как с правой, так и с левой резьбой.
Из недостатков можно выделить:
- необходимость калибровки данного ключи;
- со временем храповый механизм может выйти из строя, но можно отдельно приобрести рем комплект для некоторых моделей ключа.
Цифровой

По сравнению с предыдущими моделями ключей, данный динамометрический ключ имеет множество возможностей. Специальный датчик ключа генерирует сигнал, который преобразуется в необходимую величину крутящего момента и выводится на экран электронного ключа. У данного ключа минимальная погрешность измерений, благодаря электронным компонентам. На дисплее выставляется необходимый момент закручивания, при достижении которого данный ключ издает звуковой сигнал. Во время работы на экране выводится значение крутящего момента в реальном времени.
Из плюсов можно выделить:
- вывод значений крутящего момента в разных значениях силы;
- имеет световую и звуковую индикацию;
- высокая точность измерений (низкая погрешность);
- может работать с крепежными изделиями как с правой, так и с левой резьбой;
- не требует регулировки благодаря электронной начинке;
- удобство работы за счет храпового механизма;
- сохраняет измеряемые значения в память устройства.
Из недостатков можно выделить:
высокая стоимость по сравнению с ключами других видов.
Данный инструмент должен быть подобран таким образом, чтобы момент затяжки крепежного элемента был на 20−30% меньше, чем максимальный момент на используемом ключе. При попытке превысить предел, ключ быстро выйдет из строя. Усилие на затяжку и тип стали указывается на каждом болте.
Момент затяжки болтов гбц
Данный показатель имеет прямую зависимость от марки авто, на автомобилях отечественного производства старого образца их всего два, на более современных версиях авто их уже 4. Если вы решили произвести самостоятельную затяжку болтов гбц, то вам потребуется для этого либо теплое удобное помещение, либо хорошая погода не менее 20 градусов тепла.
При производстве ремонтных работ следует произвести тщательную очистку болтов и соединений от излишков масла, грязи, особенно важно это сделать в том случае, если в конструкции протекла прокладка. Дабы избежать деформации и перегрева металлического корпуса, следует после каждой затяжки выжидать не менее 20 минут, для того чтобы металл пришел в изначальную форму
Перед самостоятельной затяжкой болтов гбц, не лишним будет просмотреть момент затяжки на гбц вашего авто в справочнике или же узнать всю информацию у грамотного авто механика.
Чтобы не переделывать работу следует изначально соблюдать правильный порядок затяжки болтов гбц.
Что такое подшипники скольжения

Для лучшего понимания того, почему вкладыши в двигателе нужно затягивать с определенным моментом, давайте взглянем на функции и назначение указанных элементов. Начнем с того, что указанные подшипники скольжения взаимодействуют с одной из самых важных деталей любого ДВС — коленчатым валом. Если коротко, возвратно-поступательное движение поршня в цилиндре преобразуется во вращательное движение именно благодаря шатунам и коленвалу. В результате появляется крутящий момент, который в итоге передается на колеса автомашины.
Коленчатый вал вращается постоянно, имеет сложную форму, испытывает значительные нагрузки и является дорогостоящей деталью. Для максимального увеличения срока службы элемента в конструкции КШМ применяются шатунные и коренные вкладыши. С учетом того, что коленвал вращается, а также ряда других особенностей, для данной детали создаются такие условия, которые минимизируют износ.
Другими словами, инженеры отказались от решения установить обычные шариковые подшипники или подшипники роликового типа в данном случае, заменив их на коренные и шатунные подшипники скольжения. Коренные подшипники используются для коренных шеек коленчатого вала. Вкладыши шатунов устанавливаются в месте сопряжения шатуна с шейкой коленвала. Зачастую коренные и шатунные подшипники скольжения выполнены по одинаковому принципу и отличаются только внутренним диаметром.
Для изготовления вкладышей используются более мягкие материалы по сравнению с теми, из которых изготовлен сам коленвал. Также вкладыши дополнительно покрывают антифрикционным слоем. В место, где вкладыш сопряжен с шейкой коленвала, под давлением подается смазочный материал (моторное масло). Указанное давление обеспечивает маслонасос системы смазки двигателя
При этом особенно важно, чтобы между шейкой коленвала и подшипником скольжения был необходимый зазор. От величины зазора будет зависеть качество смазывания трущейся пары, а также показатель давления моторного масла в смазочной системе двигателя
Если зазор будет увеличен, тогда происходит снижение давления смазки. В результате происходит быстрый износ шеек коленвала, а также страдают другие нагруженные узлы в устройстве ДВС. Параллельно с этим в двигателе появляется стук.
Добавим, что низкий показатель давления масла (в случае отсутствия других причин) является признаком того, что нужно шлифовать коленвал, а сами вкладыши двигателя необходимо менять с учетом ремонтного размера. Для ремонтных вкладышей предусмотрено увеличение толщины на величину 0.25 мм. Как правило, ремонтных размеров 4. Это значит, что диаметр ремонтного вкладыша в последнем размере будет на 1 мм. меньше по сравнению со стандартным.
Сами подшипники скольжения состоят из двух половин, в которых выполнены специальные замки для правильной установки. Главной задачей является то, чтобы между шейкой вала и вкладышем образовался зазор, который рекомендуется изготовителем двигателя.
Как правило, для замеров шейки используется микрометр, внутренний диаметр шатунных вкладышей промеряется нутромером после сборки на шатуне. Также для замеров можно использовать контрольные полосы бумаги, используется медная фольга или контрольная пластиковая проволока. Зазор на минимальной отметке для трущихся пар должен быть 0. 025 мм. Увеличение зазора до показателя 0.08 мм является поводом к тому, чтобы расточить коленвал до следующего ремонтного размера
Отметим, что в некоторых случаях вкладыши просто меняются на новые без расточки шеек коленвала. Другими словами, удается обойтись только заменой вкладышей и получить нужный зазор без шлифовки
Обратите внимание, опытные специалисты не рекомендуют такой вид ремонта. Дело в том, что ресурс деталей в месте сопряжения сильно сокращается даже при учете того, что зазор в трущейся паре соответствует норме
Причиной считаются микродефекты, которые все равно остаются на поверхности шейки вала в случае отказа от шлифовки.









