Расточка блока цилиндров
Содержание:
- Краткое резюме
- Как устроена ГБЦ
- Пошаговая инструкция
- Подготовка к процессу
- Когда нужна шлифовка ГБЦ
- Подготовка к процессу
- Подготовка головки блока к шлифовке
- На что обратить внимание при покупке ГБЦ
- Инструкция
- Подготовка к работе
- Причины шлифовки
- Зачем нужна шлифовка
- шлифовка
- Подготовка блока к операции
- Расточка поможет повысить компрессию блока цилиндров
- Прайс-лист
- Видео «Шлифовка ГБЦ автомобиля BMW»
- Как шилифуется головка блока
- Примерные цены
- Что в итоге
Краткое резюме
“Чтобы забивать кривые гвозди, нужен кривой молоток”, как говорил великий прораб Крокодил Гена и его помощник Чебурашка. Для того, чтобы собрать работающий мотор из кривой головки блока, никаких кривых инструментов не придумано. Поэтому, если вы хотите собрать надежный и долговечный мотор, всё должно соответствовать техническим требованиям завода изготовителя, здравому смыслу и технической рациональности.
Соответственно, головка блока однозначно после снятия и перед установкой проверяется на наличие прогиба или на плоскостность, и если эта плоскостность нарушена, она нуждается в восстановлении. Методы восстановления — это фрезеровка или шлифовка на специализированном станке, и в этой работе существует достаточное количество нюансов. Можно, конечно освоить её самостоятельно. У нас народ, слава Богу, пока ещё рукастый и достаточно образованный. Но пускай пироги печет пирожник, а сапоги сапожник. Поэтому обращайтесь к специалистам, мы не просто сделаем для вас ГБЦ, пригодную к дальнейшей эксплуатации, мы ещё и на примере данной конкретной головки расскажем, что еще вам необходимо учесть и выполнить, что бы мотор получил надежную и долгую вторую жизнь.
Как устроена ГБЦ
Это сложная и продуманная часть бензиновых и дизельных двигателей. Головки цилиндров в автомобильных двигателях изготавливаются из легких металлов или алюминиевых сплавов и отлиты. Компоненты гбц отличаются в зависимости от типа топлива, на котором работает двигатель.
Компоненты головок цилиндров, назначение.
- Впускные и выпускные клапаны, используются для ввода воздушно-топливной смеси и вывода выхлопных газов.
- Распредвалы открывают и закрывают клапаны, приводятся в действие цепью ГРМ или ремнем привода, соединенными с коленчатым валом двигателя.
- Инжекторы (бензин), через них бензин впрыскивается непосредственно в ДВС;
- Инжекторы (дизель), используются для впрыска дизельного топлива непосредственно в камеру сгорания или во впускную камеру;
- Свечи зажигания (бензин) или свечи накаливания (дизель), инициируют сгорание в двигателе (бензин) или являются вспомогательным средством для холодного запуска (дизельное топливо).
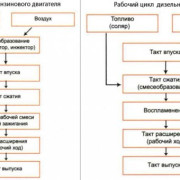
На фото показана работа 4-тактного бензинового двигателя.

- В 1 положении поршень в нижней мертвой точке; кулачок распредвала открывает впускной клапан, цилиндр принудительно (стартером) заполняется смесью бензина с воздухом.
- Во 2 – поршень достиг верхней точки, при закрытых клапанах происходит сжатие смеси, температура и давление в камере сгорания повышаются.
- В 3 – смесь воспламеняется, образуются газы, которые толкают поршень вниз; рабочий ход, коленчатый вал, соединенный шатунами с поршнем, преобразует поступательное движение во вращение вала.
- В 4 – поршень проходит нижнюю точку и движется вверх по инерции за счет маховика, выпускной клапан открывается, отработанные газы отводятся по каналам в выхлопную трубу.
Температура сжатия достигает 300-400°С, а давление 0.1-0,15 Мпа, а в момент воспламенения – 2500°С и 3-4 МПА. Наличие сложных компонентов в ГБЦ приводит к дорогостоящему ремонту, если вовремя не устранить проблему: стук клапанов, износ кулачков распределительного вала, разрушение прокладки.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.

ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.

Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.
https://youtube.com/watch?v=CIOcEfi8qa8
Когда нужна шлифовка ГБЦ
Специалисты советуют проводить проверку и шлифовку ГБЦ при выполнении любых сложных работ с элементами двигателя, связанных со снятием блока. Прямым показанием к выполнению процесса являются.
- Нарушение геометрии детали вследствие перегрева.
- После сварочных работ. Если в головке присутствовали дефекты, которые устранялись сваркой, шлифовка – обязательное действие после их завершения.
СПРАВКА. Шлифовку также проводят с целью увеличения мощности двигателя при его тонком тюнинге. Уменьшение высоты головки позволяет повысить степень сжатия.
Деформация ГБЦ приводит к неплотному прилеганию прокладки, а это в свою очередь вызывает проблемы в работе двигателя:
- снижение мощности мотора;
- утечку технических жидкостей;
- сложность запуска двигателя;
- перегрев мотора.
При возникновении подобных проблем требуется внеплановая шлифовка головка блока цилиндров.

Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.

Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
На что обратить внимание при покупке ГБЦ
Точная совместимость. Даже с таким же количеством цилиндров гбц Opel Corsa D вряд ли будет совместима с головкой Audi A5 или Toyota Auris. Подгонка должна быть точной, тем более, что необходимые крепежные винты и прокладки не будут совпадать.
Кроме того, рассмотрите еще один момент при покупке ГБЦ: конкретизируйте запрос по оригинальному коду запчасти. Посмотрите внимательно на комплектацию, часто гбц поставляется без внутренностей.
Головка блока цилиндров прослужит вам до конца жизни автомобиля, если обеспечите правильное ТО и уход. Следите за охлаждающей жидкостью и смазкой. Проблемы ГБЦ связаны с перегревом и, как следствие, разрывом прокладки. И это еще не самый худший вариант, если вовремя заметите опасность. Ну, а признаки поврежденной прокладки вы уже знаете.
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.

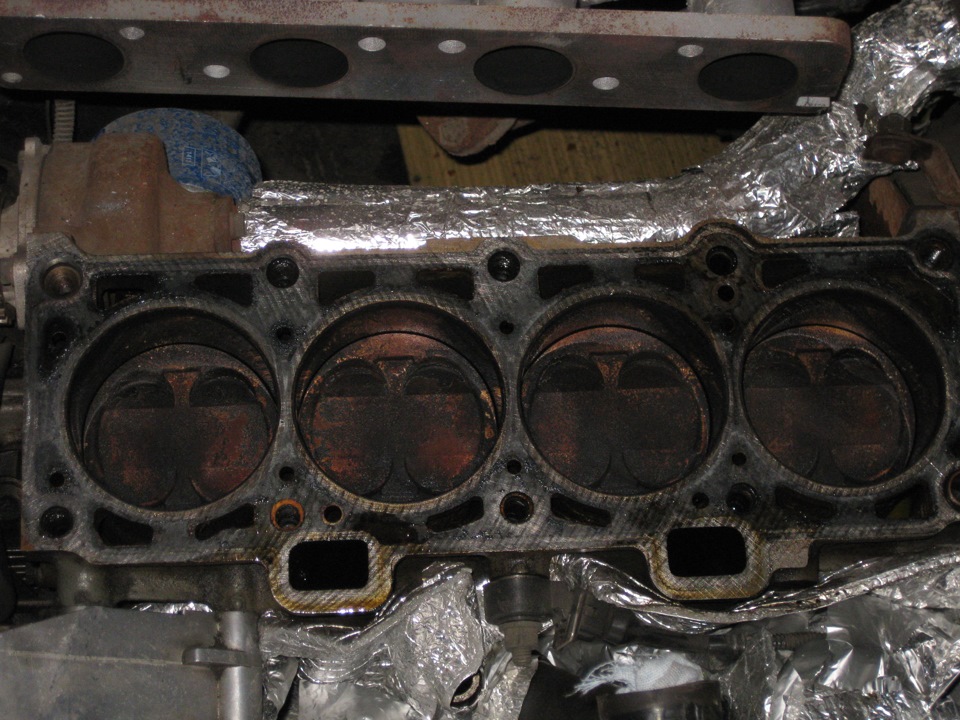
Фото 1. Дефекты на внутренней части ГБЦ до фрезеровки

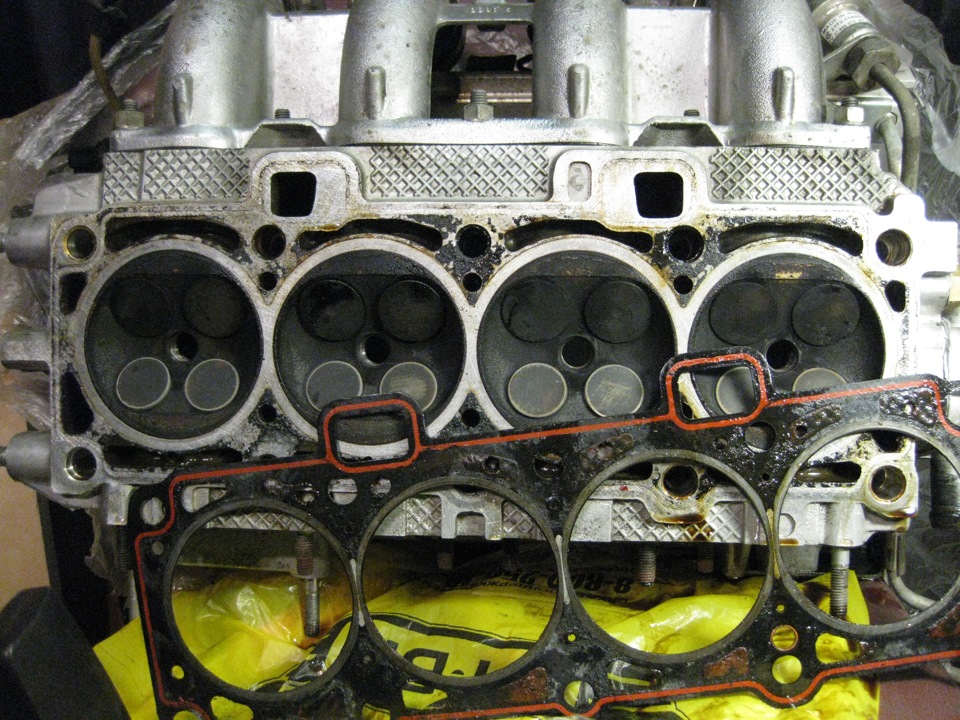
Фото 2. Внутренняя плоскость ГБЦ после шлифовки без дефектов
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Подготовка к работе
Набор щупов и лекальная металлическая линейка поможет определить степень неровности поверхности. Линейка размещается на ребре ГБЦ, далее пропускает необходимый щуп, который определяет неровности, замеряет зазор. С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания.
Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно
Следует обратить внимание, что именно в месте прогорания прокладки будет наибольшее искривление и неровность. Но это ещё не все
Помимо этого могут быть такие дефекты как трещины.
Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке.
Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу, нужно устранить эту проблему.
Причины шлифовки
Важным условием для шлифовки является непригодность прокладки ГБЦ, а именно её прогорание. Перегрев двигателя автомобиля, попадание небольшого количества воды или других механических частиц и деталей могут послужить тому причиной.
Сама прокладка это сложная деталь, которая состоит из несколько шаров с каркасом и сделанная с перфорируемой тонколистовой стали. Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ.
В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям. Второй причиной шлифовки ГБЦ является тюнинг двигателя. Также снижение мощности двигателя — признак деформации головки блока.
Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Зачем нужна шлифовка
Поверхность ГБЦ, прилегающая к блоку, должна быть идеально ровной. Наиболее часто деформация головки встречается вследствие перегрева, либо неправильной затяжки. Допустимой деформацией, при которой не нужна шлифовка, можно считать величину 0,05 мм (пять соток), такая величина справедлива даже для новых двигателей с минимальными зазорами.

Измеряется деформация при помощи лекала и набора щупов. На поверхность, прилегающую к блоку устанавливают лекало, под которое пытаются просунуть щуп. Если щуп не пролез- тет пройден, в противном случае головка отправляется на шлифовку.
шлифовка
шлифовкаВнимание! «Завтуливание» участка в четвертом впускном канале обязательно в любом случае. Оставив канал прикрытым тонкой алюминиевой стенкой (расточка на диаметр менее 32 мм), экстренный прорыв канала под давлением масла на работающем моторе неизбежен. Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка
С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке
Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка. С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Прайс-лист
Цены действительны с 1 ноября 2021 года Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
| Наименование услуги | Ед. изм. | Легковые, руб. | Грузов. до 70 кг, руб. | Грузов. выше 70 кг, руб. |
| Установка резьбовой втулки | шт. | 280 руб. | 340 руб. | 420 руб. |
| Замена свечного отверстия | шт. | 650 руб. | 950 руб. | 1000 руб. |
| Замена МСК | шт. | 60 руб. | 60 руб. | 60 руб. |
| Замена стаканов форсунок ЯМЗ-238 | шт. | — | 600 руб. | 600 руб. |
| Замена стаканов форсунок ЯМЗ-236 | шт. | — | 600 руб. | 600 руб. |
| Снятие патрубков | шт. | 135 руб. | 175 руб. | 205 руб. |
| Шлифовка фаски клапана с очисткой | шт. | 100 руб. | 120 руб. | 150 руб. |
| Шлифовка торца клапана | шт. | 60 руб. | 100 руб. | 100 руб. |
| Фрезеровка ГБЦ по плоскости с форкамерами | цил. | 700 руб. | — | — |
| Фрезеровка ГБЦ съем более 0.4 мм | цил. | 300 руб. | 780 руб. | 780 руб. |
| Фрезеровка ГБЦ паралл. дизель | цил. | 230 руб. | 600 руб. | 600 руб. |
| Фрезеровка ГБЦ паралл. бензин AL | цил. | 225 руб | 375 руб. | 500 руб. |
| Установка форсунок дизеля | шт. | 100 руб. | 160 руб. | 180 руб. |
| Установка термоиндикатора | шт. | 130 руб. | 130 руб. | 130 руб. |
| Удаление сломанных шпилек | шт. | 500 руб. | 500 руб. | 500 руб. |
| Снятие форсунок дизеля | шт. | 150 руб. | 245 руб. | 275 руб. |
| Ремонт свечного отверстия | шт. | 500 руб. | 800 руб. | 1000 руб. |
| Мойка предварительная 5-6 цил. | шт. | 800 руб. | 900 руб. | 1000 руб. |
| Мойка предварительная 3-4 цил. | шт. | 500/200 руб. | 500/200 руб. | 1000 руб. |
| Рассухаривание клапана | шт. | 40 руб. | 50 руб. | 60 руб. |
| Засухаривание с заменой МСК | шт. | 100 руб. | 150 руб. | 150 руб. |
| Обработка седла профильным резцом на станке AZ VV-80 | шт. | 150 руб. | 200 руб. | 200 руб. |
| Замена седла без обработки | шт. | 400 руб. | 500 руб. | 700 руб. |
| Замена седла с обработкой | шт. | 500 руб. | 1000 руб. | 1000 руб. |
| Замена направляющей втулки с разворачиванием под клапан | шт. | 120 руб. | 200 руб. | 200 руб. |
| Замена заглушек | шт. | 300 руб. | 400 руб. | 500 руб. |
| Дефектовка клапана | шт. | 50 руб. | 70 руб. | 170 руб. |
| Выворачивание шпилек | шт. | 50 руб. | 50 руб. | 50 руб. |
Опрессовка головки блока
| Наименование услуги | Ед. изм. | Цена, руб. |
| А-01 | шт. | 2 500 руб. |
| А-41 | шт. | 2 500 руб. |
| ВАЗ | шт. | 1 200 руб. |
| ВАЗ | шт. | 1 200 руб. |
| Д-160 | шт. | 2 500 руб. |
| Д-65 | шт. | 1 500 руб. |
| ЗиЛ | шт. | 1 500 руб. |
| ЗМЗ-402 | шт. | 1 200 руб. |
| ЗМЗ-405 | шт. | 1 200 руб. |
| ЗМЗ-406 | шт. | 1 200 руб. |
| ЗМЗ-407 | шт. | 1 200 руб. |
| ММЗ-245 | шт. | 1 500 руб. |
| СМД | шт. | 1 500 руб. |
| Тракторные и их аналоги | шт. | 1 500 руб. |
| ЯМЗ-236 | шт. | 2 500 руб. |
| ЯМЗ-238 | шт. | 2 800 руб. |
| ЯМЗ-7511 (общие) | шт. | 2 800 руб. |
| ЯМЗ-7511 (раздельные) | шт. | 1 000 руб. |
| ЯМЗ-840 | шт. | 1 000 руб. |
Работы с ГБЦ (иномарки)
| Наименование услуги | Ед. изм. | Легковые, руб. | Грузов. до 70 кг, руб. | Грузов. выше 70 кг, руб. |
| Установка резьбовой втулки | шт. | 300 руб. | 385 руб. | 440 руб. |
| Замена МСК | шт. | 135 руб. | 135 руб. | 135 руб. |
| Снятие патрубков | шт. | 180 руб. | 230 руб. | 270 руб. |
| Шлифовка фаски клапана с чисткой | шт. | 150 руб. | 150 руб. | 200 руб. |
| Шлифовка торца клапана | шт. | 70 руб. | 80 руб. | 90 руб. |
| Фрезеровка чугун | шт. | 600 руб. | 700 руб. | 880 руб. |
| Фрезеровка AL | шт. | 500 руб. | 680 руб. | 880 руб. |
| Установка термоиндикатора | шт. | 135 руб. | 135 руб. | 135 руб. |
| Удаление сломанных шпилек | шт. | 500 руб. | 600 руб. | 700 руб. |
| Проверка вакуум-тестером сопряжения «седло-клапан» | шт. | 40 руб. | 40 руб. | 40 руб. |
| Ремонт свечного отверстия | шт. | 1000 руб. | 1000 руб. | — |
| Ремонт резьбового отверстия | шт. | 400 руб. | 450 руб. | 500 руб. |
| Разворачивание направляющей втулки | шт. | 100 руб. | 100 руб. | 120 руб. |
| Мойка предварительная 5-6 цил. | шт. | 500 руб. | 600 руб. | 800 руб. |
| Мойка предварительная 3-4 цил. | шт. | 300 руб. | 500 руб. | 500 руб. |
| Рассухаривание клапана | шт. | 80 руб. | 100 руб. | 100 руб. |
| Засухаривание с заменой МСК | шт. | 100 руб. | 140 руб. | 140 руб. |
| Обработка седла профильным резцом на станке AZ VV-80 | шт. | 180 руб. | 200 руб. | 230 руб. |
| Замена седла с обработкой | шт. | 1000 руб. | 1100 руб. | 1300 руб. |
| Замена седла без обработки | шт. | 800 руб. | 1000 руб. | 1000 руб. |
| Замена направляющей втулки | шт. | 200 руб. | 300 руб. | 300 руб. |
| Замена заглушек | шт. | 550 руб. | 750 руб. | 850 руб. |
| Доработка направляющей втулки | шт. | 200 руб. | 150 руб. | 250 руб. |
| Дефектовка клапана | шт. | 70 руб. | 80 руб. | 80 руб. |
| Выворачивание шпилек | шт. | 200 руб. | 250 руб. | 300 руб. |
Опрессовка головок блока цилиндров
| ГБЦ двигателя | Единица измерения | Легковые,руб. | Грузовые,руб. |
| Теплообменник | шт. | 1000 | 2000 |
| ГБЦ 4-6 цил. (рядные) | цил. | — | 1500 |
| ГБЦ (крупногабаритные) | цил. | — | 1500 |
| ГБЦ (чугун) | цил. | 600 | 1000 |
| ГБЦ (алюминий) | цил. | 500 | — |
Видео «Шлифовка ГБЦ автомобиля BMW»
Подробнее о фрезеровке головки блока цилиндров на BMW вы сможете узнать из видео.
Вопрос шлифовки головки блока цилиндров возникает в том случае, когда прогорела прокладка под головкой. Признак прогоревшей прокладки под головкой такой, двигатель кипит, идут пузыри в радиатор, а при очень сильном прогаре прокладки охлаждающая жидкость идет в блок двигателя, масло становиться серого цвета и увеличивается в объеме. Так как наш человек многое делает своими руками не доверяя мастерским и экономя деньги на ремонт, объясню, как отшлифовать головку блока дома, самому.
Сняли головку с двигателя, увидели прогоревшую прокладку, сразу возникает куча вопросов, ровная головка, сколько стоит отшлифовать головку, где шлифуют головки, как проверить ровность головки и т.д. Здесь все проще, чем мы думаем!
Чтобы снять эти вопросы и не морочить себе голову, нужно просто взять и самому притереть головку блока в домашних условиях без специальных станков. Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Можно конечно просто заменить прокладку под головкой блока цилиндров, но если в головке блока есть неровности, долго двигатель не будет работать, сперва будет кипеть так как через не плотность между прокладкой и головкой будут проскакивать газы, а потом снова прогорит прокладка под головкой. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки.
Ну уж если сняли головку то не поленитесь притереть клапана на всякий случай и заменить сальники клапанов, эта тема есть на сайте в другой статье, поэтому ее опускаю. Всегда лучше все делать один раз, чем после замены прокладки через какое-то время притирать прогоревший клапан или менять сальники клапанов. Клапана необязательно покупать новые, если клапана в хорошем состоянии то просто притрите рабочие. Уверен что после притирки и клапанов мощность двигателя возрастет, даже если на вид клапана выглядят идеально, все равно есть вероятность что в процессе работы особенно выпускных клапанов есть небольшая не плотность. Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.

Фото. Начало шлифовки головки блока ВАЗ.
Перед шлифовкой головки, головку очистите от прилипшей прокладки при помощи ножа. Положите новый отрезной диск как показано на фото, руками проведите несколько раз диском по всей длине головки. Вот после этого сразу будут видны все неровности головки, все неровности хорошо видны на фото.

Фото. Отшлифованная головка блока ВАЗ.
Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Диск двигайте по всей длине головки до полной затирки всех неровностей. Хорошо отшлифованная головка видна на фото.
Совет, отрезным диском быстрей отшлифуете головку чем точильным камнем.
Шлифовка головки двигателя. Видео.
Как проверить головку блока цилиндров после шлифовки, или равномерно прошлифовав?
- Как определить что пробита прокладка ГБЦ ВАЗ 21099 – 7 ответов
- Можно ли поставить 2 прокладки ГБЦ на ВАЗ 21099? – 3 ответа
- Можно ли затянуть ГБЦ без динамометрического ключа, ВАЗ 21099 – 3 ответа
- Стук под клапанной крышкой ВАЗ Самара – 2 ответа
- Что будет если головку блока цилиндров закрутить болтами без шайб? – 2 ответа
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ.

Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места.
Читать далее: Неисправности стартера и способы их устранения таблица основных признаков и возможных причин поломки видео о проведении ремонта устройства своими руками
Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование.
ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС.
Примерные цены
Автомастера, работающие в СТО России, шлифуют ГБЦ за 350-1000 рублей за один цилиндр. Для иномарок цена услуги составляет 550-1000 рублей, а для отечественных машин – 350-800 рублей.
Примерный прайс популярных автосервисов страны приведен в таблице ниже.
| Название автосервиса | Город нахождения компании | Цена шлифовки в рублях за 1 цилиндр |
| Агрегат | Балашиха | 400-600 |
| Мотор-М | Москва | 440-500 |
| Точная работа | Санкт-Петербург | 350-400 |
| Парус | Екатеринбург | 350-400 |
| Авторесурс | Санкт-Петербург | 360-800 |
| Интер-Авто | Саратов | 600-1000 |
Частные мастера проводят шлифовальные работы по более дешевой цене: 300 рублей за цилиндр.
Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки)
Также очень важным аспектом является опыт и квалификация самого мастера
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.